
Опалубка — это форма для укладки бетонной смеси, состоящая из временных вспомогательных конструкций. С помощью опалубки изготовляют бетонные или железобетонные элементы конструкций или сооружений заданной конфигурации. Работы по изготовлению и установке опалубки называют опалубочными, а по удалению опалубки и достижению бетоном требуемой прочности — распалубочными.
Конструкции опалубок должны обеспечивать неизменяемость размеров при формировании в них изделий, плотность соединительных швов, простоту опалубочных и распалубочных работ. Опалубка должна быть изготовлена из температуро- и влагоустойчивых материалов.
Элементы небольшой массы изготовляют в сборно-разборной деревянной или деревометаллической мелкощитовой опалубке. Для формирования крупноблочных бетонных конструкций используют сборно-разборную крупнощитовую опалубку. Так, обыкновенные массивы массой до 50 т обычно бетонируют в деревянной или деревометаллической крупнощитовой опалубке, а большей массы — в бортовых металлических щитах с водопоглощающей обшивкой. Эти щиты устанавливают на стенд — бетонную площадку с ровной поверхностью, исключающую необходимость устройства днища опалубки.
Металлическую опалубку применяют при изготовлении изделий с ненапрягаемой и предварительно напряженной арматурой. В стендовых формах для изготовления преднапряженных железобетонных изделий усилия от натяжения арматуры могут передаваться на упоры стенда до извлечения из них изделий (сваи, шпунты, верхнее строение) и на бетон изделия по достижении им проектной прочности. При изготовлении крупноблочных железобетонных изделий на бетонных или железобетонных площадках или матрицах применяют металлическую бортовую опалубку с откидывающимися бортами и со съемной борт-оснасткой и неразъемную с технологическими уклонами граней.
Для изготовления свай-оболочек способом центрифугирования применяют металлические инвентарные цилиндрические формы, состоящие из двух половин, скрепляемых болтами. При формировании изделия соединенные полуформы вращаются на бандажах, устанавливаемых по роликам центрифуги. Во избежание разрушения изготовляемой конструкции при возможном биении в стыках бандажей рекомендуется их систематически обтачивать на специальном станке.
Для оболочек большого диаметра применяют сборные металлические виброформы из двух стыкуемых внутренних и наружных цилиндров.
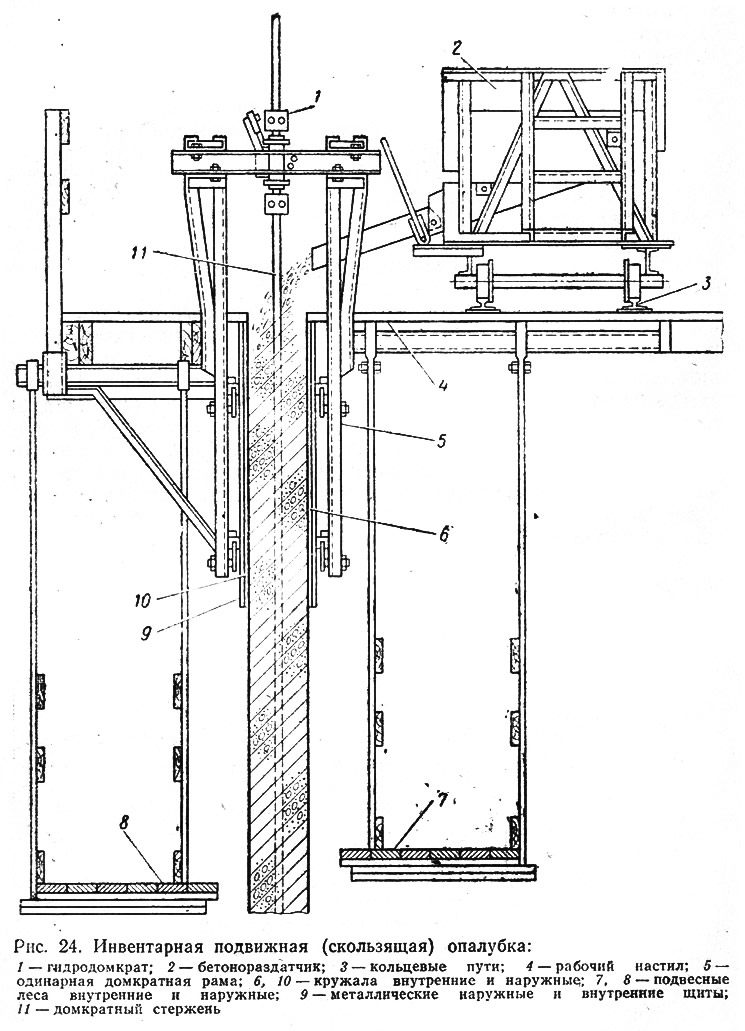
Скользящую опалубку используют для изготовления значительных по высоте конструкций, имеющих постоянные или маломеняющиеся по высоте сечения (массивов-гигантов, оболочек большого диаметра, опускных колодцев, надкессонной кладки). Опалубка состоит из двух вертикальных стенок, расстояние между которыми соответствует толщине возводимой конструкции. С помощью домкратов (винтовых, гидравлических или электрических), опирающихся на металлические стержни в бетоне изделия, постепенно поднимают опалубочные щиты. По мере передвижения опалубки (по вызреванию уложенной бетонной смеси) металлические стержни наращиваются, а между опалубочными стенками укладывают арматуру и новые порции бетонной смеси (рис. 24).
Опалубки должны быть достаточно жесткими и прочными с тем, чтобы прогибы бортов опалубок и поддонов передвижных форм от бокового и вертикального давления бетонной смеси, воздействия вибрации, нагрузок от предварительного натяжения арматуры и транспортировки не превышали половинной величины допускаемых искривлений для соответствующих плоскостей изделий.
Деревянные опалубочные щиты собирают из остроганных на рейсмусном станке досок одинаковой толщины. Для повышения оборачиваемости деревянные щиты изготовляют из сухой древесины хвойных деревьев с металлической окантовкой с покрытием водонепроницаемым бакелитовым лаком или обшивкой внутренней поверхности бакелитовой фанерой.
Смазку, предупреждающую сцепление опалубок с бетоном изделия, наносят на внутренние поверхности до установки в форму арматурных каркасов. Смазка должна способствовать легкому освобождению изделия из формы без его повреждения и загрязнения. Желательно разрушение слоя смазки в процессе термической обработки изделия. Наиболее распространены смазки в виде растворов вязких или твердообразных нефтепродуктов в более легких фракциях нефти. Применяют смазки в виде известковых, глиняных, известково-глиняных, цементно-масляных, графитомасляных, меловых и тальковых суспензий, а также из кузбасслака. Наиболее совершенными и перспективными являются эмульсионные смазки типов «масло в воде» и «вода в масле», приготовляемые в акустических диспергаторах. Смазку наносят распылителями, а при небольших объемах — вручную при помощи кистей.
Арматурой называются стальные стержни, проволока, канаты, закладываемые в массив бетонной конструкции для восприятия в основном растягивающих и срезающих усилий. Арматурные работы состоят из двух операций — заготовки и установки арматуры.
Для уменьшения трудовых затрат армирование конструкций и деталей сводится к установке в опалубку готовых объемных арматурных каркасов, требующих лишь необходимого раскрепления перед бетонированием.
Технология заготовки арматуры, собираемой путем сварки отдельных, преимущественно прямых, арматурных стержней, заключается в .организации следующих процессов: очистки, правки и упрочения арматурной стали; заготовки стержней (сварки по длине, нарезки арматурных прутков нужной длины и их гнутья); изготовления арматурных сеток и каркасов.
Стальная арматура по своим диаметрам делится на две группы: легкую, включающую проволочную арматуру (диаметром 4—11 мм) и поступающую в бухтах; тяжелую, объединяющую стержневую арматуру диаметром более 14 мм. Эти группы арматурной стали обрабатывают на разных станках. Очищают арматуру от ржавчины, окалины и загрязнения на станках, в которых поступательное движение арматуры совмещается с вращательным движением планшайб с металлическими щетками, очищающими арматуру, вокруг стержня.
Правку легкой арматуры, поступающей в мотках, производят на гибкоправочных мотовилах. Тяжелую арматуру выпрямляют на валковых станках, а резку производят на специальных станках с подвижными ножами. Перед резкой в целях экономии металла за счет сокращения потерь на отрезки стальные стержни предварительно сваривают контактной (реже дуговой) сваркой. На машинах для контактной стыковой сварки торцы двух свариваемых стержней соединяют, пропуская через их стык ток большой силы.
Гнутье арматуры выполняют на механических станках, на гибочных столах которых один конец изгибаемого стержня удерживается специальным приспособлением. Гнутье происходит за счет поворачивающегося в горизонтальной плоскости диска с вертикальными пальцами.
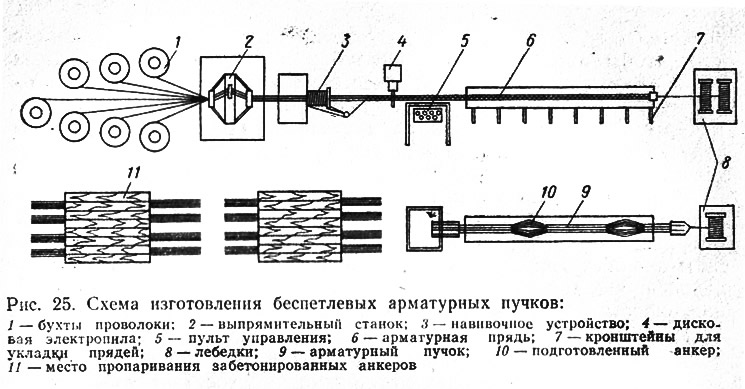
Отдельным видом арматурных работ является изготовление многолрядевых арматурных пучков из высокопрочной проволоки. Предложенная автором схема изготовления беспетлевых пучков из трех семипроволочных прядей, идущих на армирование предварительно напряженных конструкций верхнего строения причалов, приведена на рис. 25.
Плоские сетки и фермы для арматурных каркасов элементов верхнего строения и плит уголковых набережных изготовляют при помощи точечной сварки на электросварочных машинах. По числу одновременно свариваемых соединений электросварочные машины могут быть одно- и многоточечными.
Пространственные арматурные каркасы изготовляют с помощью электросварочных машин-клещей. Укрепленные на специальной подвеске машины могут свободно перемещаться но горизонтали и вертикали, а также поворачиваться на 360°, что позволяет сварщику подойти к любому подлежащему сварке узлу примыкания стержней в пространственном каркасе.
- Главная
- Промышленные предприятия
- Строительство причалов
- Опалубочные и арматурные работы при строительстве причалов
Подразделы
Социальные сети
Похожие статьи
Кессонные работы при строительстве причалов
Индустрия: Строительство причалов
Обеспечение местными материалами при строительстве причалов
Индустрия: Строительство причалов
Права и обязанности заказчика и подрядчика при строительстве причалов
Индустрия: Строительство причалов
Научная организация труда при строительстве причалов
Индустрия: Строительство причалов
Подводное бетонирование при строительстве причалов
Индустрия: Строительство причалов
Зимнее бетонирование при строительстве причалов
Индустрия: Строительство причалов
Изготовление обыкновенных массивов при строительстве причалов
Индустрия: Строительство причалов
Изготовление массивов-гигантов при строительстве причалов
Индустрия: Строительство причалов
Изготовление железобетонных оболочек при строительстве причалов
Индустрия: Строительство причалов
Формование изделий при строительстве причалов
Индустрия: Строительство причалов
Изготовление ряжей при строительстве причалов
Индустрия: Строительство причалов
Перспективные направления в строительстве глубоководных причалов
Индустрия: Строительство причалов
Земляные работы строительства тепловой электростанции
Индустрия: Тепловые электростанции
Подготовительные работы строительства тепловой электростанции
Индустрия: Тепловые электростанции
Индустрия: Строительство причалов
Обеспечение местными материалами при строительстве причалов
Индустрия: Строительство причалов
Права и обязанности заказчика и подрядчика при строительстве причалов
Индустрия: Строительство причалов
Научная организация труда при строительстве причалов
Индустрия: Строительство причалов
Подводное бетонирование при строительстве причалов
Индустрия: Строительство причалов
Зимнее бетонирование при строительстве причалов
Индустрия: Строительство причалов
Изготовление обыкновенных массивов при строительстве причалов
Индустрия: Строительство причалов
Изготовление массивов-гигантов при строительстве причалов
Индустрия: Строительство причалов
Изготовление железобетонных оболочек при строительстве причалов
Индустрия: Строительство причалов
Формование изделий при строительстве причалов
Индустрия: Строительство причалов
Изготовление ряжей при строительстве причалов
Индустрия: Строительство причалов
Перспективные направления в строительстве глубоководных причалов
Индустрия: Строительство причалов
Земляные работы строительства тепловой электростанции
Индустрия: Тепловые электростанции
Подготовительные работы строительства тепловой электростанции
Индустрия: Тепловые электростанции
Опалубочные и арматурные работы при строительстве причалов
Статья добавлена в Феврале 2016 года
« Предыдущие статьи
Выбор типа бетонного хозяйства и способов бетонирования
Ограждение котлованов и водоотлив
Улучшение качества грунтовых оснований
Подводно-технические работы
Дноуглубительные и намывные работы
Геодезические разбивочные и контрольно-измерительные работы
Строительные поселки
База технического флота и водолазных средств
Выбор типа бетонного хозяйства и способов бетонирования
Ограждение котлованов и водоотлив
Улучшение качества грунтовых оснований
Подводно-технические работы
Дноуглубительные и намывные работы
Геодезические разбивочные и контрольно-измерительные работы
Строительные поселки
База технического флота и водолазных средств
Следующие статьи »
Формование изделий при строительстве причалов Подводное бетонирование при строительстве причалов Зимнее бетонирование при строительстве причалов Изготовление ряжей при строительстве причалов Изготовление обыкновенных массивов при строительстве причалов Изготовление массивов-гигантов при строительстве причалов Изготовление железобетонных оболочек при строительстве причалов Изготовление железобетонных свай и шпунта
Формование изделий при строительстве причалов Подводное бетонирование при строительстве причалов Зимнее бетонирование при строительстве причалов Изготовление ряжей при строительстве причалов Изготовление обыкновенных массивов при строительстве причалов Изготовление массивов-гигантов при строительстве причалов Изготовление железобетонных оболочек при строительстве причалов Изготовление железобетонных свай и шпунта
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев