
Основной номенклатурой сборных железобетонных конструкций, изготовляемых на заводах и полигонах для строительства причальных сооружений, являются типовые и унифицированные конструкции. К ним в первую очередь относятся элементы уголковых стенок, верхнего строения, унифицированных конструкций и тылового сопряжения причалов. Об изготовлении элементов сборных массивов-гигантов, оболочек, призматических свай и шпунта было сказано ранее.
На заводах железобетонных конструкций сборные элементы причалов преимущественно изготовляют по поточно-агрегатной технологии, при которой на отдельных постах идет процесс постепенного изготовления перемещаемой от поста к посту конструкции. В полигонных и построечных условиях распространена стендовая технология, по которой все процессы выполняются последовательно на одном рабочем месте — стационарном стенде.
Уголковые набережные применяют трех основных видов: с внешним и внутренним металлическими анкерами, а также с железобетонным контрфорсом. Уголковые стенки изготовляют из небольшого числа крупных железобетонных элементов. При этом автором предложено укрупненную сборку уголковых стенок контрфорсного типа и с внутренней анкеровкой производить непосредственно на заводе или полигоне изготовления с дальнейшей доставкой укрупненного, полностью готового к установке в сооружение блока на строительство.
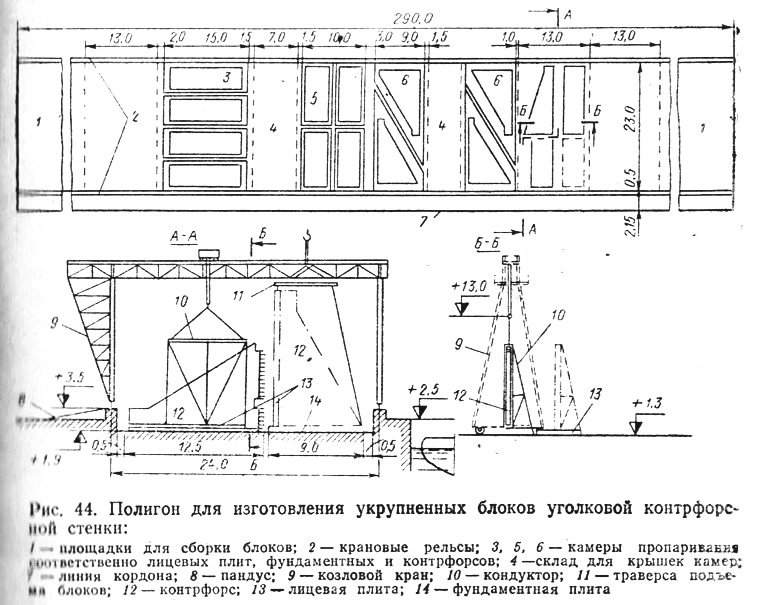
Укрупненный блок стенки уголкового профиля с контрфорсами (шириной по фронту причала 4 м) собирают из трех железобетонных элементов: фундаментной плиты, лицевой плиты и контрфорса, бетонируемых в камерах пропаривания. Готовые элементы с паспортными данными, соответствующими проектным требованиям, доставляют на площадку укрупненной сборки, на которой их монтируют и собирают в блок.
Для размещения полигона выбирают площадку непосредственно в зоне действия 100-тонного плавучего крана. Полигон оборудуют козловым краном пролетом 24 м и грузоподъемностью 100 т. Совмещенный полигон для изготовления элементов и их укрупнения в блоки показан на рис. 44.
Комплект из трех элементов, идущих на блок, раскладывают на плазу полигона на отдельных опорах. На лицевой плите (с лицевой поверхностью внизу) устанавливают два монтажных столика для предупреждения повреждений выпусков петлевой арматуры, идущих на соединение с контрфорсом. Переведенный в вертикальное положение (при помощи металлического кондуктора с захватами) контрфорс устанавливают на монтажные столики лицевой плиты и скрепляют бетоном арматурный петлевой стык между лицевой плитой и контрфорсом. Затем соединенную часть блока кантуют до приведения в вертикальное положение и устанавливают на монтажные столики фундаментной плиты для скрепления с ней. При таком способе монтажа скрепленные узлы всегда располагают в горизонтальном положении. Готовые блоки при помощи металлической рамной траверсы убирают 100-тонным плавучим краном на понтон для перевозки к месту установки или в парк хранения.
Сборные железобетонные уголковые конструкции с внешним анкером состоят из фундаментных плит, лицевых плит с ребрами, анкерных плит и тяг. Плоские фундаментные плиты изготовляют из обычного железобетона, а лицевые — из обычного железобетона (для глубин 6,5 м) и из предварительно напряженного (для глубин 8,25; 9,75 и 11,5 м). Продольная рабочая арматура плит напрягается на стендах комбайнами. Лицевые плиты шириной 4 м и толщиной 20 см (в подводной части — 40 см) имеют по два ребра толщиной 30 см при расстоянии между ними 2,4 м. В верхней части плит предусмотрены выпуски арматуры для связи с железобетонным оголовком. В плите устраивают горизонтальное ребро шириной 60 см, в которое заделывают закладные части анкерной тяги.
Автором с соавторами разработана технология бетонирования плит на стендах. Плиты, как правило, бетонируют ребрами вверх для улучшения поверхности лицевой плоскости. Однако для удобства предварительного натяжения продольных арматурных стержней плиты допускается бетонирование ребрами вниз. При таком изготовлении на стендах устанавливают железобетонные матрицы по профилю плиты. Плиты бетонируют полностью па всю высоту, без разрывов и без устройства горизонтальных швов или штраб.
Забетонированные плиты подвергают тепловлажностной обработке в камерах. Подъем плит за четыре петли одновременно разрешается по достижении бетоном 70% проектной прочности. Перевод плит из горизонтального в вертикальное положение путем захвата за торцевые петли допустим по достижении бетоном 100% прочности. Готовые отдельные плиты перевозят на понтонах к месту их монтажа в сооружении.
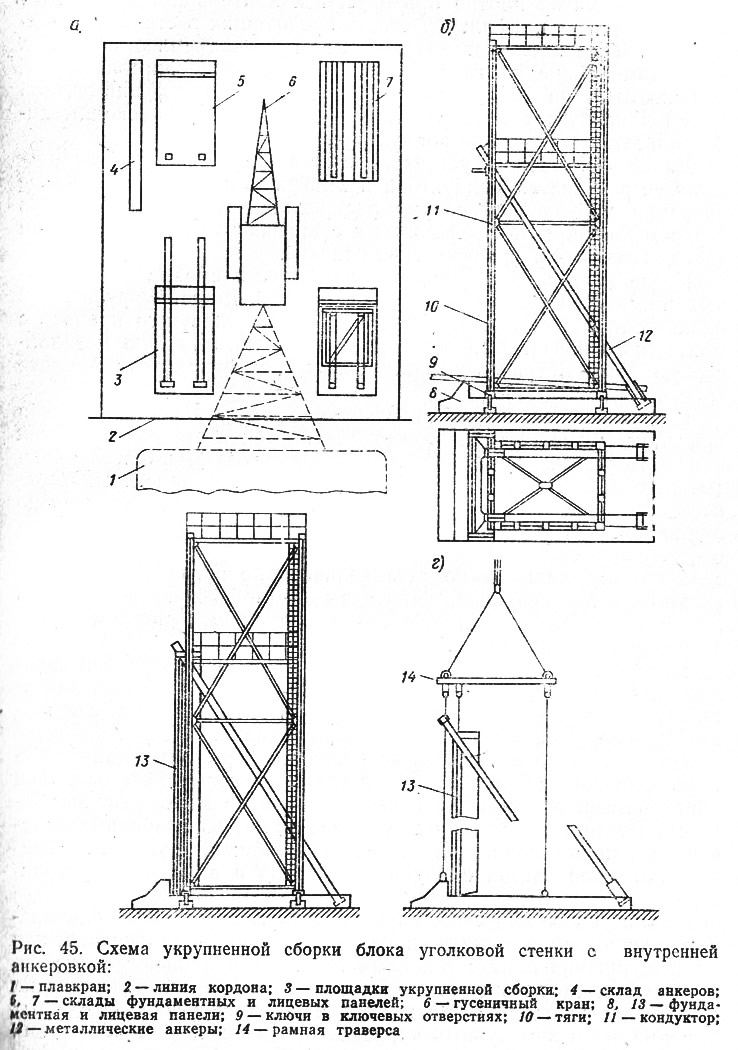
Уголковая стенка с внутренним анкером состоит из четырех основных элементов: фундаментной и лицевой панелей и двух металлических анкеров. Технология изготовления железобетонных панелей не отличается от технологии изготовления элементов уголковой стенки с внешней анкеровкой.
Схема монтажной площадки для укрупненной сборки элементов показана на рис. 45, а. При укрупненной сборке секций из элементов предусматривается следующая последовательность операций (рис. 45, б). Фундаментную панель укладывают краном на бетонное покрытие монтажной площадки. На панель помещают два металлических анкера с временным закреплением их на монтажной оси нижнего шарнира, расположенного на панели. Затем на нее устанавливают инвентарный металлический кондуктор, опоры стоек которого заводят в четыре ключевых отверстия в плите. Кондуктор плотно прижимают к плите при помоши гаек на конце тяг из профильной стали, проходящих в стойках кондуктора. Тяги набивают плавкраном грузоподъемностью 100 т. При этом усилие на гаке крана, проверяемое динамометром, должно быть на 10% меньше суммарного веса фундаментной плиты и кондуктора. После этого поднимают верхние концы анкеров и закрепляют их на кондукторе.
Далее (рис. 45, в) устанавливают лицевую панель, раскрепляют ее в захватах кондуктора и выверяют положение. В конце операции укрупненной сборки раскрепляют анкерные тяги в верхнем шарнире лицевой плиты и сваривают тяги с закладными частями лицевой и фундаментной панелей.
После снятия инвентарного кондуктора и смазывания бетонных плоскостей лицевой плиты эпоксидной смолой укрупненный блок уголковой стенки убирают с помощью плавучего крана с монтажного плаза. Для этого применяют инвентарную металлическую рамную траверсу, застропленную к фундаментной плите (рис. 45, г).
К железобетонным сборным элементам верхнего строения причалов эстакадного тина, сквозных пирсов и отдельно стоящих палов относятся ригели, плиты, бортовые балки и наголовники (капители) свай. Швы омоноличивания между элементами верхнего строения располагаются перпендикулярно или параллельно линии кордона причала. Верхнее строение может иметь два шва (и более) разрезки параллельных кордонной линии. Плиты верхнего строения можно устанавливать по наголовникам свай, сваям без наголовников, капителям свай-оболочек, поперечным ригелям эстакад на сваях-оболочках, продольным ригелям унифицированных конструкций.
Плоские, сравнительно тонкие плиты верхнего строения свайных эстакадных набережных имеют большую площадь и значительную массу. Их изготовляют на полигонах вблизи места возведения сооружения в зоне действия плавкрана.
Во избежание сцепления поверхности формуемых плит с бетонной подготовкой площадку выстилают в границах опалубок плит листами рубероида с перекрытием швов внахлестку на 5—10 см. Бортовую опалубку плит изготовляют из разборных деревянных или металлических щитов, соединяемых по углам. В верхней и нижней частях опалубочных щитов и вкладышей устраивают полуовальные отверстия («гребенки») для пропуска через них арматурных выпусков, идущих из плит в узлы омоноличивания. Для создания в плитах проемов, служащих в дальнейшем для омоноличивания плит с головами свай, устанавливают опалубочные вкладыши с коничностью плоскостей 1,5%, что облегчает их снятие при распалубке. Во избежание возникновения остаточных деформаций в арматурных каркасах при их прогибах во время транспортировки и установки в опалубку перевозят и укладывают каркасы плит краном при помощи траверсы.
При изготовлении плоских квадратных плит верхнего строения, опирающихся на капители свай-оболочек, применяют опалубку в виде жесткого поддона с шарнирно прикрепленными к нему стальными боковыми плоскостями. Металлические борта опалубки скрепляют в углах при помощи клиновых соединений.
Железобетонные элементы верхнего строения эстакад на сваях-оболочках, укладываемые по поперечным ригелям, изготовляют с предварительно напряженной пучковой арматурой по стендовой технологии, впервые примененной по предложению автора при строительстве в Новороссийске.
Стенд представляет собой замкнутый контур из двух продольных железобетонных балок с поперечными металлическими конструкциями, служащими упорами для восприятия усилий от натянутой арматуры. Железобетонное днище стенда выполнено в виде матрицы. В торцевых упорных балках стенда имеются отверстия для пропуска и закрепления в них арматурных пучков. Внутри стенда размещается разъемная инвентарная опалубка из металлических шарнирно раскрывающихся щитов. Стенд одновременно является пропарочной камерой ямного типа. Для подачи пара по внутреннему контуру стенда и в теле матриц устраивают регистры из труб. После нанесения на боковые щиты опалубки и нижнюю матрицу слоя смазки устанавливают нижнюю арматурную сварную сетку, а концы готовых арматурных пучков заводят через отверстия торцевых щитов опалубки и упорных балок. Концы пучков закрепляют на одной из балок шайбами при помощи конических металлических пробок из высокопрочной стали. Натяжение арматурных пучков с передачей усилий на упорные балки стендов (до бетонирования изделия) производят гидравлическими домкратами двойного действия, работающими от насосной станции. Натянутые пучки закрепляют за упорные балки путем запрессовки конусных пробок в шайбы теми же домкратами. После натяжения пучков устанавливают сварные вертикальные и горизонтальные арматурные сетки и бетонируют элемент, уплотняя бетонную смесь вибраторами.
После пропаривания элемента до достижения им 80% проектной прочности производят его распалубку и отпуск натяжения пучков с передачей усилия с упорных балок стенда на бетон элемента путем разрезания пучков автогеном у торцов элемента. Готовые изделия массой до 60 т (при продольном шаге свай-оболочек в эстакаде 12 м) снимают со стенда плавкраном. Места выхода пучков на торцах элементов заделывают торкретбетоном марки 500.
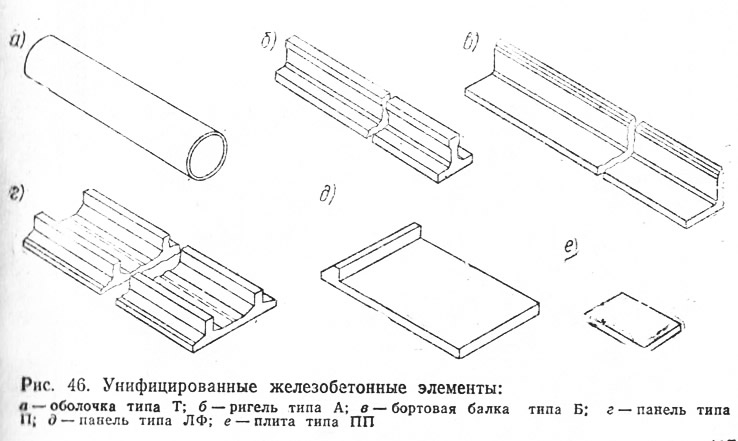
В отечественном портовом гидротехническом строительстве применяют более 50 типов причальных сооружений с разнообразными конструктивными элементами. Проведенная работа по унификации конструкций позволила подготовить проекты и строить причальные сооружения морских портов и судоремонтных заводов из унифицированных железобетонных элементов (рис. 46).
Система унифицированных морских причальных сооружений охватывает конструкции портовых набережных-эстакад на сваях-оболочках диаметром 1,6 м (уголкового профиля с внешней и внутренней анкеровкой, типа больверк из свай-оболочек и шпунта таврового сечения), а также пирсов СРЗ и нефтепирсов на сваях-оболочках.
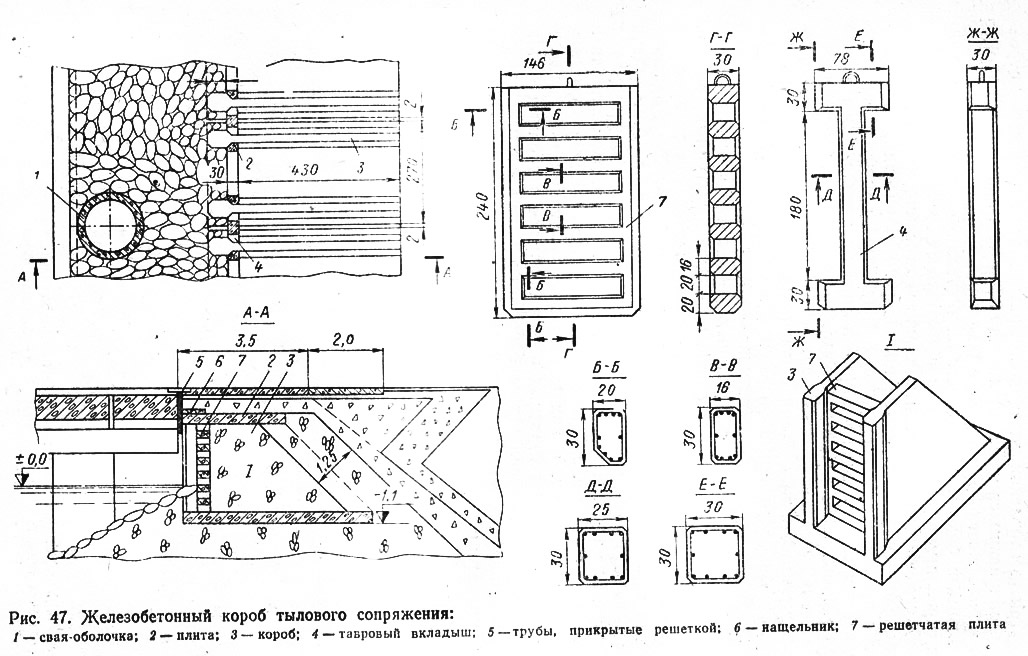
Для сопряжения верхнего строения сквозных эстакадных набережных и подпричального откоса с грунтовым массивом засыпки за причалом служат бетонные и железобетонные элементы тылового сопряжения причалов. Их изготовляют в виде бетонных обыкновенных, фасонных и пустотелых (заполняемых щебнем) массивов, железобетонных уголковых стенок, железобетонных призматических свай, шпунтовых свай, широкополочного шпунта, сборных железобетонных коробов с волногасящими решетками и плитами перекрытий и т. д.
Фасонные массивы бетонируют в опалубках для обыкновенных массивов. Внутри опалубок крепят металлические или деревянные короба, образующие необходимые вырезы в массивах. Бетонные и железобетонные пустотелые массивы изготовляют в металлической разъемной опалубке, состоящей из двух входящих один в другой бездонных коробов.
Железобетонные короба тылового сопряжения, примененные автором, представляют собой горизонтальную плиту с двумя вертикальными стенками (рис. 47). На стенках имеются приливы для упора в них плит волногасящих решеток. По верхним торцам стенок выступают металлические стержни с нарезкой для закрепления на них плит перекрытий коробов. Короба бетонируют на полную высоту в металлической опалубке. Для изготовления плит волногасящих решеток применяют бетонные матрицы с окаймляющей их по контуру металлической разъемной опалубкой.
- Главная
- Промышленные предприятия
- Строительство причалов
- Изготовление и укрупнение сборных железобетонных элементов
Подразделы
Социальные сети
Похожие статьи
Совершенствование изготовления сборных железобетонных конструкций
Индустрия: Строительство метро
Изготовление железобетонных оболочек при строительстве причалов
Индустрия: Строительство причалов
Изготовление железобетонных свай и шпунта
Индустрия: Строительство причалов
Типоразмеры и марки сборных железобетонных изделий
Индустрия: Тепловые электростанции
Причины появления и заделка трещин в железобетонных элементах
Технологии: Ремонтные работы
Основы кассетной технологии изготовления тонкостенных железобетонных панелей
Технологии: Бетонные работы
Изготовление деревянных клееных конструкций
Технологии: Повышение качества
Изготовление обыкновенных массивов при строительстве причалов
Индустрия: Строительство причалов
Изготовление массивов-гигантов при строительстве причалов
Индустрия: Строительство причалов
Изготовление и погружение опускных колодцев
Индустрия: Строительство причалов
Изготовление панелей покрытий повышенной заводской готовности и устройство по ним кровель
Технологии: Кровельные работы
Разметка, изготовление и выкатка заготовок для кровель из листовой стали
Технологии: Кровельные работы
Конструкции сборных щитовых и каркасно-щитовых деревянных домов
Здания: Жилые здания
Изготовление деталей и монтаж экспериментального дома
Технологии: Монтажные работы
Индустрия: Строительство метро
Изготовление железобетонных оболочек при строительстве причалов
Индустрия: Строительство причалов
Изготовление железобетонных свай и шпунта
Индустрия: Строительство причалов
Типоразмеры и марки сборных железобетонных изделий
Индустрия: Тепловые электростанции
Причины появления и заделка трещин в железобетонных элементах
Технологии: Ремонтные работы
Основы кассетной технологии изготовления тонкостенных железобетонных панелей
Технологии: Бетонные работы
Изготовление деревянных клееных конструкций
Технологии: Повышение качества
Изготовление обыкновенных массивов при строительстве причалов
Индустрия: Строительство причалов
Изготовление массивов-гигантов при строительстве причалов
Индустрия: Строительство причалов
Изготовление и погружение опускных колодцев
Индустрия: Строительство причалов
Изготовление панелей покрытий повышенной заводской готовности и устройство по ним кровель
Технологии: Кровельные работы
Разметка, изготовление и выкатка заготовок для кровель из листовой стали
Технологии: Кровельные работы
Конструкции сборных щитовых и каркасно-щитовых деревянных домов
Здания: Жилые здания
Изготовление деталей и монтаж экспериментального дома
Технологии: Монтажные работы
Изготовление и укрупнение сборных железобетонных элементов
Статья добавлена в Феврале 2016 года
« Предыдущие статьи
Изготовление железобетонных свай и шпунта
Изготовление железобетонных оболочек при строительстве причалов
Изготовление массивов-гигантов при строительстве причалов
Изготовление обыкновенных массивов при строительстве причалов
Изготовление ряжей при строительстве причалов
Зимнее бетонирование при строительстве причалов
Подводное бетонирование при строительстве причалов
Формование изделий при строительстве причалов
Изготовление железобетонных свай и шпунта
Изготовление железобетонных оболочек при строительстве причалов
Изготовление массивов-гигантов при строительстве причалов
Изготовление обыкновенных массивов при строительстве причалов
Изготовление ряжей при строительстве причалов
Зимнее бетонирование при строительстве причалов
Подводное бетонирование при строительстве причалов
Формование изделий при строительстве причалов
Следующие статьи »
Погружение свай, свай-оболочек и шпунта Изготовление и погружение опускных колодцев Кессонные работы при строительстве причалов Возведение сооружений способом «стена в грунте» Строительство сооружений с помощью самоподнимающихся платформ Причальные сооружения из массивовои кладки Причальные сооружения из массивов-гигантов Причальные сооружения из оболочек большого диаметра
Погружение свай, свай-оболочек и шпунта Изготовление и погружение опускных колодцев Кессонные работы при строительстве причалов Возведение сооружений способом «стена в грунте» Строительство сооружений с помощью самоподнимающихся платформ Причальные сооружения из массивовои кладки Причальные сооружения из массивов-гигантов Причальные сооружения из оболочек большого диаметра
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев