
2.6.1. Металлы и их сплавы
Металлы обладают высокими отделочно-декоративными свойствами. Они представляют собой кристаллические твердые тела, формируемые в результате стадийного перехода вещества по мере его охлаждения из расплава, т. е. состояния 11 (см. рис. 1.1), в стабильное кристаллическое состояние 8, а при очень быстром охлаждении — в состояния 10 и 9.
Металлы получают переводом в состояние 11 (плавлением) гидроксидов (состояние 5) или оксидов металлов (состояние 8) в присутствии восстановителей и флюсов. Температуры плавления определяются природой металлов и изменяются в значительных пределах. В современном строительстве из-за высокой стоимости их применяют в основном для облицовки уникальных зданий и сооружений.
В качестве отделочных материалов используются листы и фасонные изделия из меди и ее сплавов, нержавеющей стали, титана, алюминиевых сплавов. В массовом строительстве металлы применяются в виде мелких изделий (фурнитура) при отделке входов и интерьеров зданий.
Для северных районов страны в качестве отделочного и конструкционного материала для панелей используется алюминий. Каждая такая панель имеет каркас, состоящий из двух алюминиевых рам, соединенных болтами через текстолитовые прокладки. Рама заполняется двумя слоями асбестоцементных листов с утеплителем. Пароизоляцией служит алюминиевый лист, наклеенный на одну сторону панели. Наружная декоративная вставка изготавливается из штампованного профилированного листа. Остекление панели производят стеклопакетами. Размеры панели 1880х412х162 мм, масса 400 кг.
Для повышения декоративных свойств и зашиты металлов от коррозии часто их поверхности покрывают полимерными, эмалевыми, лакокрасочными составами или анодируют — создают оксидную защитную пленку на поверхности металлических изделий электролитическим способом.
2.6.2. Стекло
Стеклом называется вещество, характеризующееся аморфной структурой, полученной переохлаждением расплава. В результате значительного увеличения его вязкости процесс кристаллизации не протекает. Поэтому иногда стекло называют переохлажденной жидкостью. Стекло характеризуется не температурой плавления, а температурным интервалом, в котором при нагревании стекло постепенно переходит из твердого состояния в жидкое (рис. 2.17).
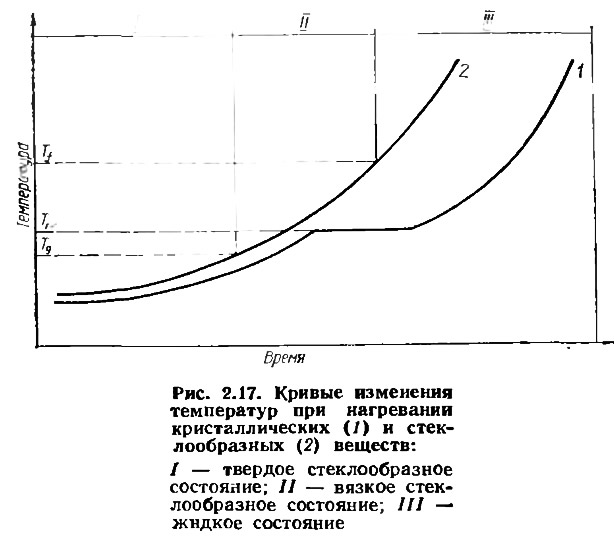
Интервал температур от Тg до Tf, в котором стекло переходит от твердого к жидкому состоянию, называется интервалом превращений. При температуре Тg стекло должно обладать вязкостью не более 1018 Па·с, а при Tf (температура стеклования) — соответственно 108 Па·с.
Стекло является одним из древнейших материалов, используемых людьми. Уже в бронзовом веке человек в своем хозяйстве использовал природное стекло — обсидиан. Искусственное стекло впервые появилось 3000—4000 лет до н. э. в Древнем Египте и Мессопотамии. Своего расцвета стеклоделие там достигло в 1550—1350 гг. до н. э. Из Древнего Египта оно проникает в Италию и распространяется по всей Римской империи. Всемирно признанным центром стеклоделия становится Венеция, где изготавливались известные венецианские зеркала. Постепенно технология стеклоделия осваивается во всей Европе.
В России первые стеклянные изделия были получены в X—XI вв. в Киеве. Они отличались тонкостью и изяществом отделки, экспортировались за границу. В XVIII в. в Российском государстве уже работало несколько стекольных заводов. На одном из них работал М. В. Ломоносов, который создал научные основы производства стекла и изделий из него. Со временем количество стекольных заводов возросло, однако в целом производство стекла в России было отсталым. Коренным образом изменилась обстановка после Великой Октябрьской социалистической революции. Организуются Государственный оптический институт и Всесоюзный институт стекла, учеными которых создаются научные основы современного стекольного производства, позволившие быстро поднять объем и уровень производства до мировых требований. В настоящее время в Советском Союзе освоено производство широчайшей номенклатуры изделий из стекла: листовое строительное стекло, стеклопакеты, архитектурно-строительные изделия из стекла, которые используются в качестве отделочных материалов, и пр.
Листовое строительное стекло выпускают толщиной от 1 до 15 мм. Его используют для остекления окон зданий, облицовки, изготовления дверей, перегородок.
Листовое строительное стекло может быть оконным, полированным, армированным, узорчатым. Кроме того, к листовым стеклам относятся стемалит и стекломрамор.
Оконное стекло (ГОСТ 111—78) имеет толщину 2—3 мм. Для повышения отделочных и эксплуатационных свойств используют техническое стекло толщиной 4—5 мм или витринное толщиной 5—6 мм.
Полированное стекло (ГОСТ 7132—78, ГОСТ 8688—77) имеет улучшенный микрорельеф поверхности. Его толщина 3—12 мм. Полированное стекло изготавливают механическим шлифованием и полированием обеих поверхностей на станках или конвейерах, а также огненным полированием в ванне с расплавленным металлом.
Армированное стекло (ГОСТ 7481—78) — это листовое стекло толщиной 5,5—7 мм, усиленное проволочной сеткой. Оно менее прочно, чем обычное стекло, однако при разрушении от механического или теплового воздействия его осколки удерживаются сеткой. Получают такое стекло непрерывной прокаткой между вальцами расплавленной стекломассы с запрессовкой проволоки, сматываемой с барабана.
Узорчатое стекло (ГОСТ 5533—79) имеет узоры на одной из поверхностей. Его толщина 1—2 мм. Изготавливают такое стекло методом непрерывного проката массы через вальцы. При этом один из валков имеет узорчатую поверхность, которая выдавливает рельеф на поверхности стекла.
Стемалит (ГОСТ 22279—76) —листовое стекло, покрытое с одной стороны керамической краской и прошедшее закалку для упрочения и закрепления краски.
Стеклопакеты (ГОСТ 24866—81) изготавливают из двух (или трех) листов стекла, соединенных между собой по краю с образованием герметической полости, заполненной воздухом. Длина пакетов до 2 м, ширина до 0,8 м, толщина стекла 3—6 мм. Листы стекла, образующие пакет, соединяются склеиванием, пайкой или сваркой. В некоторых случаях полость пакета заполняют стекловолокном.
Архитектурно-строительные изделия — это стеклопрофиллит, стеклоблоки, зеркала, коврово-мозаичные плитки и стекло, используемое для устройства витражей.
Стеклопрофиллит — профильное стекло (ГОСТ 21992—83), представляющее собой стеклянные изделия с поперечным сечением в виде швеллера. Изготавливают профильное стекло методом проката из массы с высоким содержанием глинозема или из обычной стекломассы, применяемой для изготовления оконного стекла.
Стеклоблоки (ГОСТ 9272—81) — герметически закрытые полые стеклянные блоки с гладкими наружными и ребристыми внутренними поверхностями. Блоки выпускают из бесцветного или цветного стекла размерами: 294x294x98, 244x244x98, 194x194x98, 194x194x60 и 194x194x98 мм. Их получают термическим свариванием полублоков, отпрессованных на карусельных прессах.
Зеркальное стекло (ГОСТ 17716—82) — полированное стекло высшего сорта с высокой светопрозрачностью. Оно покрывается серебром (способом химического серебрения) или алюминием (способом испарения алюминия в вакууме).
Коврово-мозаичные стеклянные плитки (ГОСТ 17057—80) изготавливают из непрозрачного (глушеного) стекла методом прессования, проката или спекания, размерами: 20x20 , 30x30, 150х150 мм.
Независимо от назначения стекла, используемые в качестве облицовочных материалов, характеризуются высокими физико-механическими показателями: прочность при изгибе — 30—100 МПа, при сжатии — 240—350 МПа, плотность — 2,2—2,6 кг/м3, коэффициент теплопроводности — 0,88—0,92 Вт/(м·°С), твердость по шкале Мооса — 6—8.
По химической устойчивости их разделяют на пять гидролитических классов: 1 — не изменяемые водой; 2 — устойчивые; 3— твердые аппаратные; 4 — мягкие аппаратные; 5 — неустойчивые.
Оконные, полированные, узорчатые, армированные стекла и стеклоблоки относятся к 3—4 классам гидролитических стекол.
Химическая стойкость стекол к действию щелочей и кислот определяется их химическим составом. Например, стекла, мало содержащие или совсем не содержащие щелочей, а также с незначительным количеством амфотерных оксидов, являются кислотостойкими.
К важным свойствам стекол относятся их оптические характеристики: коэффициенты преломления, пропускания, отражения и поглощения.
Поглощение видимого света ухудшает качество оконного стекла. Этот процесс объясняется присутствием в стекле закисных соединений железа. Для уменьшения поглощения света при производстве стекла в шихту добавляют окислители.
Изменяя химический состав стекла, можно добиться избирательного пропускания или поглощения определенных длин волн световых лучей, например инфракрасных или ультрафиолетовых. Такого же эффекта можно добиться и при нанесении на поверхность стекол тонких пленок металлов или оксидов.
Химический состав стекла определяется как требованиями к изделиям, так и особенностями технологии их получения. Например, увеличение содержания Si02 приводит к более вязкому расплаву и более термостойкому и химически стойкому стеклу. Чем больше щелочей в стекле, тем ниже вязкость расплава и гидролитическая устойчивость стекла. Наличие Fe2O3 уменьшает светопрозрачность стекла, поэтому содержание этого оксида ограничивают (для прозрачных стекол) до 0,13 %.
Сырьевые материалы, используемые для производства стекла, подразделяются на главные и вспомогательные. К главным материалам относятся такие, которые создают требуемое соотношение между кислотными и основными оксидами. Вспомогательные материалы вводятся для усиления или ослабления каких-то свойств стекла. К ним относятся вещества, создающие восстановительную или окислительную среду в стекольной шихте, расплаве и окружающей печной атмосфере; вещества, ускоряющие процессы стекло-образования и обесцвечивания стекломассы, а также окрашивающие стекло.
Основные стеклообразующие оксиды представлены в составе сырья в виде следующих компонентов: SiO2 — кварцевыми песками, песчаниками, реже кварцитами, жильным кварцем, пылевидным кремнеземом; СаО — известняком, мелом; СаО и MgO — доломитами; Аl2О3 — полевым шпатом, полевошпатным концентратом, пегматитом; Na2O — содой и т. д.
Общими требованиями ко всем видам стекольного сырья являются чистота и однородность по составу. Кроме того, ограничивается содержание оксидов железа.
К вспомогательным материалам относятся красители, глушители, обесцвечиватели и осветлители.
Красители — оксиды свинца, меди, бора — придают определенный цвет стеклу.
Глушители — фосфорнокислые, фтористые соли, распределяющиеся в стекле в виде мельчайших частичек, рассеивают свет и образуют стекло молочно-белого цвета.
Обесцвечиватели — оксид и закись никеля, селен, соединения марганца — устраняют окраску стекла от оксидов железа. Обесцвечивание стекла происходит за счет придания ему дополнительной окраски, которая образует белый цвет. Например, красный цвет будет дополнительным к зеленому, желтый — к фиолетовому и т. д.
Осветлители — трехоксид мышьяка, селитра — удаляют газовые включения (пузыри) из расплава.
Ускорители — соединения фтора, бора, хлора — ускоряют процесс варки стекла.
Технологический процесс производства изделий из стекла включает следующие основные операции: приготовление стекольной шихты, варку стекла, формование изделий, а также отжиг и закалку изделий.
Приготовление стекольной шихты заключается в сушке, просеивании, помоле компонентов, удалении примесей, содержащих железо. Способы удаления примесей могут быть различными: промывка песков водой; обезжелезивание песка химическими веществами, например щавелевокислым натрием; оттирка пленок гидрооксида железа в водной суспензии от зерен песка при интенсивном перемешивании в смесителях; флотация, при которой частицы разделяются по плотности; флотооттирка, являющаяся комбинацией третьего и четвертого способов; магнитная сепарация, при которой удаляются минералы, обладающие магнитными свойствами (пегматит, гидроксиды железа, магнетит и пр.).
После очистки, обогащения, сушки и помола точно взвешенные компоненты перемешивают и получают стекольную шихту. Во избежание расслоения при хранении шихту брикетируют или гранулируют. В качестве связующих при гранулировании используют известь, жидкое стекло, едкий натр и пр.
Варка стекла — это многоэтапный процесс, при котором порошкообразная шихта превращается в жидкую стекломассу — расплав. Процесс условно разделяют на следующие этапы: силикатообразование, стеклообразование, дегазацию (осветление), гомогенизацию и охлаждение стекломассы.
В самом общем случае силикатообразование происходит во время нагрева шихты и характеризуется сложными физико-химическими процессами, в результате которых кристаллическое порошкообразное вещество переходит из состояния 8 (см. рис. 1.1) в метамиктное состояние 9, а затем в стекловидное состояние 10, конечным этапом которых является образование расплава.
При наличии в шихте известняков, карбонатов натрия на описанные процессы налагается их термическая диссоциация и химическое взаимодействие образовавшихся оксидов с силикатным веществом шихты, конечным этапом которых при температуре около 1200°С является синтез силикатов кальция и натрия в образующемся расплаве.
Нагревание этой массы до температуры 1450°С и выше характеризуется растворением зерен кварца в силикате натрия и переходом системы в расплав (состояние 11, рис. 1.1). С повышением температуры процесс плавления значительно интенсифицируется. При повышении температуры с 1400° до 1450 °С процесс ускоряется в 1,5 раза.
Период осветления и снижения вязкости стекломассы до 10 Па·с протекает при температурах 1400—1500°С. При этом из расплава удаляются пузырьки газа. Осветление заканчивается, когда пузырьки газа становятся невидимыми.
Период гомогенизации заключается в образовании однородного расплава и ликвидации гетерогенных слоев. Гомогенизация достигается длительным выдерживанием массы, тонким измельчением шихты, тщательным ее перемешиванием и равномерным распределением при загрузке в печь.
Стекло варят в печах периодического или непрерывного действия.
Печи периодического действия по конструкции разделяются на горшковые или ванные. В этих печах за время от загрузки компонентов до выгрузки стекломассы протекают все этапы, характерные для варки стекла. Стекломасса в печи не перемещается.
Варка в печах непрерывного действия (по конструкции они бывают ванными) отличается от варки в печах пеориодического действия: шихта и стекломасса непрерывно перемещаются, варка и съем готового расплава производятся на поверхности стекломассы. Процесс варки в этом случае заключается в перемещении полученной массы в ванне и последовательном прохождении зон варки, осветления, гомогенизации и охлаждения. Четких границ между зонами осветления и гомогенизации в печах непрерывного действия нет. Часть печи, где находятся эти зоны, называется варочной, а та часть, где происходит охлаждение и отбор стекла на формование,— выработочной.
Наиболее распространенными способами формования изделий из стекла являются лодочный и безлодочный.
Лодочный способ состоит в следующем. После охлаждения стекломасса поступает в подмашинную камеру ванной печи. В этой камере находится поплавок-лодочка (рис. 2.18), плавающая на поверхности расплавленного стекла.
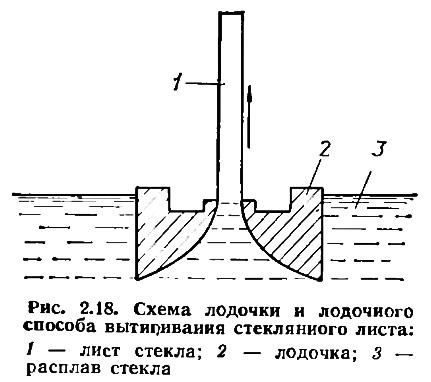
При выходе из щели лодочки стекломасса образует «луковицу», из которой вытягивается лента стекла. Для охлаждения ленты по высоте вытягивающей машины расположены холодильники.
Безлодочный способ отличается от лодочного тем, что лента вытягивается по свободной поверхности стекломассы. Борта ленты формуются с помощью роликов принудительного привода. Существует две разновидности безлодочного способа — вертикальный и горизонтальный. При вертикальном способе стеклянная лента поднимается вверх и охлаждается. При горизонтальном — вытянутая лента, находясь еще в незастывшем состоянии, с помощью перегибного ролика перегибается в горизонтальное положение с последующим охлаждением.
Хотя основное количество листового стекла производится лодочным способом, качество его уступает стеклу, получаемому без-лодочным способом. Преимуществом горизонтального способа формирования по сравнению с вертикальным безлодочным является высокая производительность установок, но при этом качество поверхностей ухудшается из-за перегиба стекла на перегибном валике.
Для создания полированной поверхности стекла наряду с механической обработкой листов широко используется метод огневой полировки. Он заключается в том, что из стекловаренной печи стекломасса выливается на расплавленное олово и образует слой стекла толщиной около 6,3 мм. Получаемая таким образом лента не соприкасается при формовании с твердыми деталями. Во время движения по поверхности расплавленного олова лента в конце ванны охлаждается от 900 до 600°С и, отделившись от олова, поступает в печь отжига.
При быстром неравномерном охлаждении массы после формования изделий в стекле возникают внутренние напряжения. Для снятия или уменьшения их производят тепловую обработку стекла с последующим медленным и равномерным охлаждением. Такая обработка называется отжигом.
Чем меньше вязкость стекла при отжиге и соответственно выше температура, тем быстрее устраняются остаточные напряжения. Различают верхнюю и нижнюю температуру отжига. Верхняя температура соответствует вязкости стекла 1012 Па·с. При этой температуре в течение 3 мин устраняется до 95 % всех напряжений. Для большинства строительных стекол верхняя температура отжига соответствует 520—530°С. Нижняя температура соответствует вязкости стекла, при которой можно за определенное время удалить остаточные напряжения. За нижнюю температуру, при которой вязкость стекла соответствует 1014 Па·с, принимают 470—480°С. При такой температуре за 3 мин удаляется всего 1 % напряжений.
Закалка стеклоизделий предназначена для увеличения их прочности путем создания остаточных равномерно распределенных напряжений. Она производится нагревом стекла до высшей температуры отжига с последующим быстрым и равномерным охлаждением.
Стоимости некоторых видов изделий из стекла приведены в табл. 2.21.

2.6.3. Ситаллы и шлакоситаллы
Ситаллы — стеклокристаллические (поликристаллические) материалы, получаемые регулируемой кристаллизацией стекла. В строительстве наиболее распространены шлакоситаллы (ГОСТ 19246—82), в которых основной компонент — шлак. Технология производства шлакоситаллов разработана в 1959 г. советскими учеными И. И. Китайгородским, Н. М. Павлушкиным и К. Т. Бондаревым.
Для получения ситаллов и шлакоситалов в шихту добавляют небольшое количество катализаторов, интенсифицирующих процесс кристаллизации стекла с образованием Мелких, равномерно распределенных кристаллов. Стеклофазы при этом должно быть менее 40 %.
Существует две группы катализаторов кристаллизации. В первую группу входят золото, серебро, оксид меди и пр. Они при варке массы растворяются, а при термической обработке стекла служат центрами кристаллизации. Во вторую группу входят соли и оксиды различных металлов. Они образует неоднородный расплав стекла, содержащий фазы различного состава. Одна из фаз представлена в виде капель, равномерно распределенных в другой. При термической обработке такого стекла разделы фаз служат местами кристаллизации новообразований.
Шихта для получения шлакоситалла состоит из измельченного доменного шлака (53—60 %), песка (35—40 %), сульфата натрия (6—8 %) и добавок (5—8 %). Катализаторами служат имеющиеся в шлаке сульфаты, оксид хрома, оксид (II) титана, а также дополнительно вводимые сульфиды, фториды и пр. При этом для производства шкалоситаллов применяют стекла составов, обеспечивающих кристаллизацию одного минерала (например, волластонита) или образование твердого раствора нескольких минералов при минимальном количестве стекловидной фазы.
Варят стекло в стекловаренной печи. При этом процессы не отличаются от ранее описанных (см. п. 2.62). Стекломассу в виде непрерывной ленты толщиной 8—20 мм и шириной 1200—3000 мм формуют на прокатной машине. Отформованная лента поступает в газовую или электрическую туннельную печь, в которой в течение 2—3 ч происходит кристаллизация шлакоситалла, т. е. переход вещества из стекловидного состояния 10 (см. рис. 1.1) в суб-микрокристаллическое состояние 9. На первой стадии термообработки температура листа 700—720°С, на второй — 900—920°С.
Штучные изделия (плитки) получают прессованием по технологии производства стекла с последующей кристаллизацией в печах.
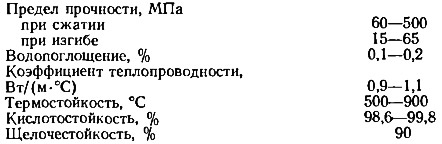
Ситаллы и шлакоситаллы обладают высокими физико-механическими свойствами и коррозионно-стойки.
Ниже приведены их основные параметры:
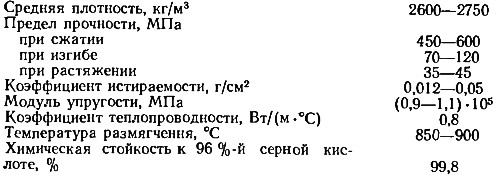
Листы и плитки из шлакоситаллов применяют для защиты строительных конструкций от коррозии и абразивного изнашивания, для облицовки стен, покрытия полов и пр.
Экономическая эффективность применения шлакоситаллов обусловлена их долговечностью и высокими физико-механическими и другими свойствами.
2.6.4. Каменное литье
Материалы, получаемые способом каменного литья, называют петрургическими. Для этого используют расплавленные горные породы, смеси осадочных пород, химические вещества и металлургические шлаки. Впервые промышленное производство петрургических материалов было начато во Франции в 1921 г.
Материалы, получаемые каменным литьем, состоят из различных минералов и стеклообразных прослоек, цементирующих кристаллические фазы. При плавлении породы переходят из состояния 8 (см. рис. 1.1) в метамиктное состояние 9, стекловидное — 10, а затем в расплав 11, после чего медленно охлаждаются, а вещество изделия фиксируется в состоянии 9.
В зависимости от минерала петрургические материалы бывают пироксеновыми, меллилитовыми, муллитовыми, корундовыми, бадделеито-корундовыми и фторфлогопитовыми.
Сырьем для производства пироксеновых материалов служат граниты, базальты, диабазы, пески, доломиты, шлаки, муллит, корунд, слюды (флогопит) и пр.
Расплавы получают в вагранках, пламенных ванно-полочных регенеративах, электродуговых и других печах. Температура расплава зависит от сырья и колеблется от 1300 до 1900°С. Формуют изделия способом литья в песочных, металлических и графитовых формах. Отформованные изделия пироксенового, меллилитового и фторфлогопитового составов медленно охлаждают в течение 8—24 ч. При расплавах типа муллитового, корундового, бадделеито-корундового изделия охлаждают несколько суток.
Материалы, получаемые каменным литьем, характеризуются высокими физико-механическими свойствами, а также коррозионной стойкостью. Основные показатели свойств петрургических материалов:
Муллитовые и бадделеито-корундовые материалы при температуре 1350—1500°С обладают высокой коррозионной стойкостью по отношению к расплавам стекла, шлаков и металлов. Цвет материалов, получаемых каменным литьем, может быть черным, зеленоватым, светло-желтым, белым, серым и др. Применяют эти материалы для специальных целей: облицовки стекловаренных и плавильных печей, технологического оборудования. Экономический эффект от использования петрургических материалов составляет 1,5 тыс. руб. в год на 1 т замененного металла.