
Производство пенобетонных изделий может быть организовано с сухим или мокрым помолом песка.
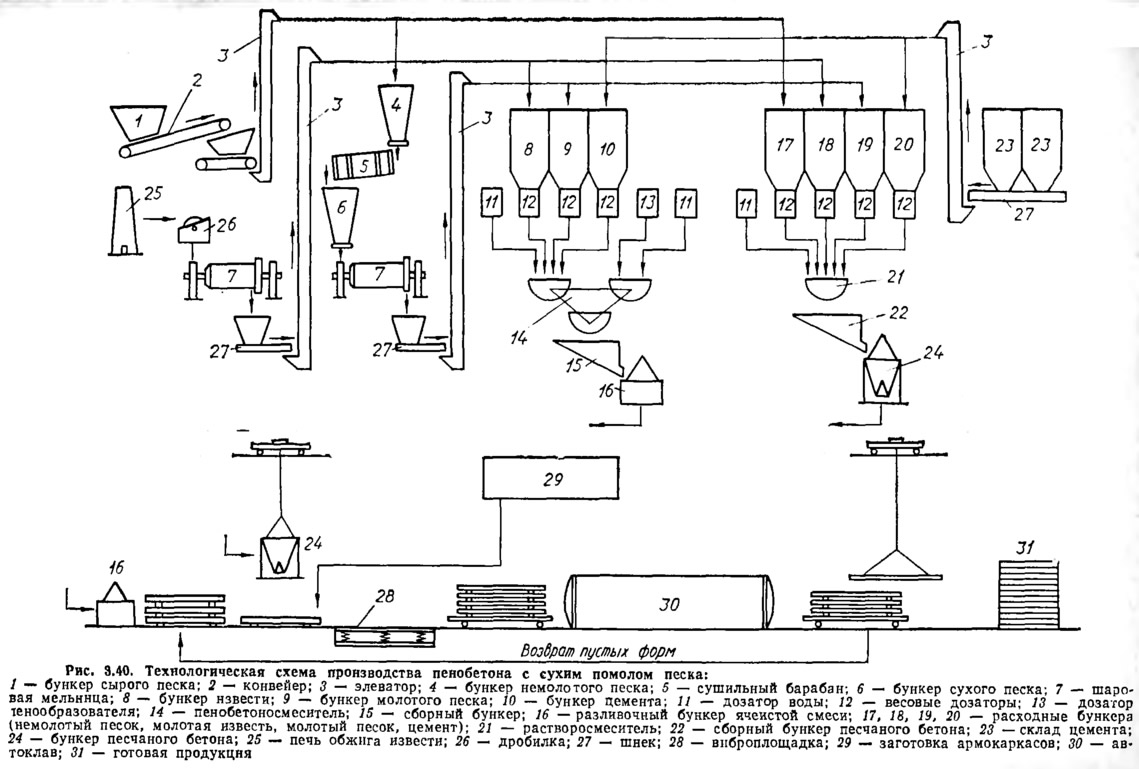
Схема технологических потоков на заводах пенобетонных изделий при сухом помоле песка представлена на рис. 3.40.
Предварительно подсушенный песок измельчают в шаровой мельнице, затем подают в расходные бункера над пенобетоносме-сителем и растворосмесителем. Растворосмеситель по данной технологии предусмотрен для приготовления фактурного раствора и песчаного бетона для ребер крупноразмерных армопенобетонных плит (КАП).
Ячеистую массу приготавливают в трехбарабанном пенобетоносмесителе, а песчаный бетон — в растворосмесителе. Вначале на дно форм укладывают раствор песчаного бетона, затем заполняют их пенобетонной смесью. После формования на протяжении всего периода выдержки перед запариванием формы не перекатываются, чтобы не нарушить структуру пенобетона. Пенобетонную смесь подают к месту формования в разливочных бункерах при помощи мостового крана. После выдерживания изделия подают на автоклавную обработку, затем на пост распалубки и на склад. Освобожденные формы снова возвращают в производственный цикл.
Технология при мокром помоле песка аналогична рассмотренной, за исключением операции сушки песка и появления в схеме трех шламбассейнов для хранения молотого с водой песка, а также гидротранспортной системы для подачи шлама в пенобетоносмеситель.
Оборудование при пенобетонной технологии аналогично применяемому при производстве газобетона. Отличительной особенностью является использование специального смесителя для получения пенобетонной смеси и исключение вибрационного оборудования.
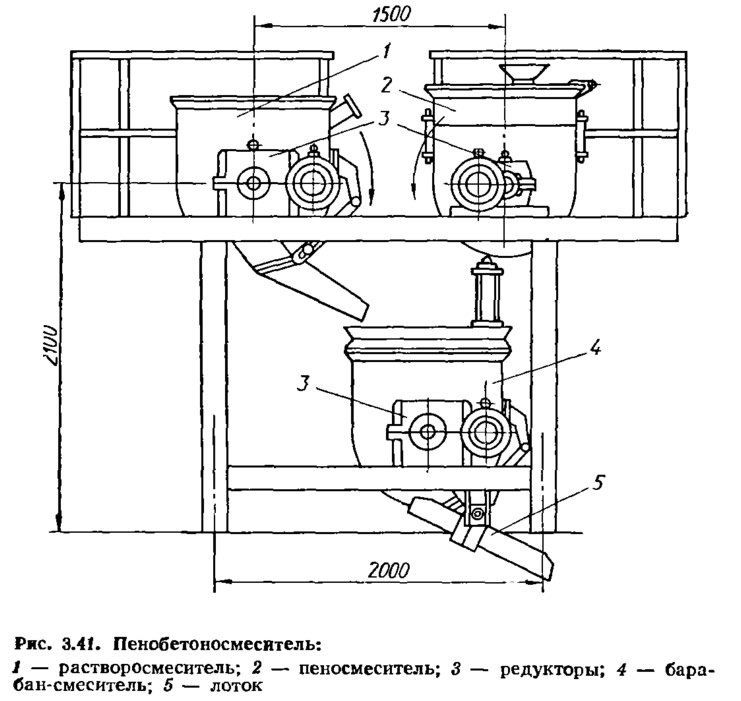
В зависимости от способа помола песка используют различные пенобетоносмесители. На рис. 3.41 показан пенобетоносмеситель производительностью 500 л за один замес, предназначенный для приготовления пенобетонной смеси при сухом помоле песка. Отдозированные цемент, известь и вода подают в растворосмеситель, перемешивают, затем подают порцию песка из дозатора. После трехминутного перемешивания песчаный раствор подают в смеситель, куда поступает и приготовленная пена из пеновзбивателя. Полученную однородную ячеистую смесь выгружают в сборный бункер.
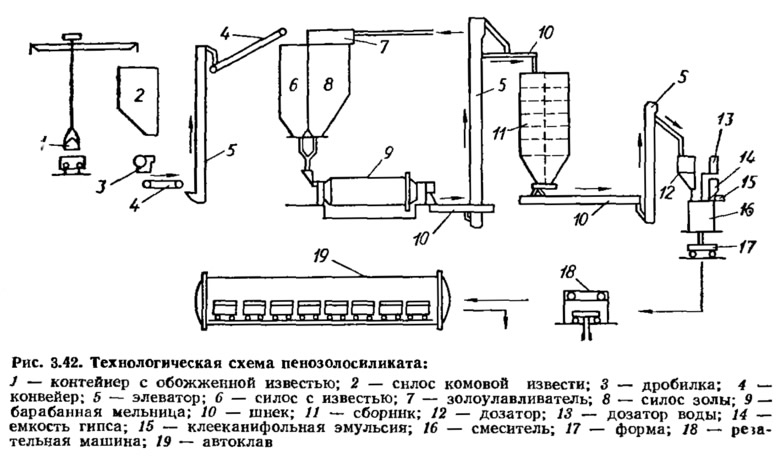
Схема технологического процесса производства изделий по комбинированной резательной технологии из пенозолосиликата представлена на рис. 3.42.
После предварительного дробления комовую известь из бункера 6 и золу-унос из бункера 8 подают в мельницу 9 в соотношении приблизительно 1:4,5 соответственно, откуда — в сборник 11.
Из весового дозатора 12 молотая сухая известково-зольная смесь поступает в смеситель 16, куда подают воду, гипс, алюминиевую пудру и клееканифольную эмульсию. Смеситель имеет планетарный перемешивающий механизм.
Заполненные формы выдерживают 3—4 ч, после чего срезают горбушки и разрезают массив на блоки, которые затем направляют на автоклавную обработку.
- Главная
- Стройматериалы
- Изоляционные материалы
- Технологические схемы производства пенобетонных изделий
Подразделы
Социальные сети
Похожие статьи
Технологические схемы производства газобетонных изделий
Материалы: Изоляционные материалы
Технологические схемы производства кирпича
Материалы: Кирпичи
Технологические схемы производства фибролита
Материалы: Фибролит
Технологические нормокомплекты для производства гидроизоляционных работ
Технологии: Изоляция конструкций
Опыт производства конструкций и изделий из шлакощелочных бетонов
Материалы: Бетон и цемент
Выбор типа предприятия и технологической схемы
Индустрия: Кирпичный завод
Ресурсы производства полимерных материалов из древесины
Материалы: Древесина
Составление конструктивной схемы здания (сооружения)
Здания: Основы проектирования
Схемы механизации монтажа строительных конструкций
Индустрия: Тепловые электростанции
Расчетные схемы лестниц
Элементы: Лестницы
Конструктивные схемы сейсмозищиты крупнопанельных зданий
Здания: Сейсмозащита
Конструктивные схемы жилых зданий, их ориентация и типизация
Здания: Жилые здания
Конструктивные схемы крупноблочных зданий и типы блоков
Здания: Жилые здания
Конструктивные схемы крупноблочных пятиэтажных зданий и типы стеновых панелей
Здания: Жилые здания
Материалы: Изоляционные материалы
Технологические схемы производства кирпича
Материалы: Кирпичи
Технологические схемы производства фибролита
Материалы: Фибролит
Технологические нормокомплекты для производства гидроизоляционных работ
Технологии: Изоляция конструкций
Опыт производства конструкций и изделий из шлакощелочных бетонов
Материалы: Бетон и цемент
Выбор типа предприятия и технологической схемы
Индустрия: Кирпичный завод
Ресурсы производства полимерных материалов из древесины
Материалы: Древесина
Составление конструктивной схемы здания (сооружения)
Здания: Основы проектирования
Схемы механизации монтажа строительных конструкций
Индустрия: Тепловые электростанции
Расчетные схемы лестниц
Элементы: Лестницы
Конструктивные схемы сейсмозищиты крупнопанельных зданий
Здания: Сейсмозащита
Конструктивные схемы жилых зданий, их ориентация и типизация
Здания: Жилые здания
Конструктивные схемы крупноблочных зданий и типы блоков
Здания: Жилые здания
Конструктивные схемы крупноблочных пятиэтажных зданий и типы стеновых панелей
Здания: Жилые здания
Технологические схемы производства пенобетонных изделий
Статья добавлена в Мае 2018 года
« Предыдущие статьи
Технологические схемы производства газобетонных изделий
Физико-химические основы технологии изделий из ячеистых бетонов
Основные свойства ячеистых бетонов
Разновидности ячеистых бетонов
Краткие исторические сведения о развитии производства ячеистого бетона
Способы получения пористой структуры теплоизоляционных материалов
Виды оптимальных структур теплоизоляционных материалов
Основные свойства теплоизоляционных материалов
Технологические схемы производства газобетонных изделий
Физико-химические основы технологии изделий из ячеистых бетонов
Основные свойства ячеистых бетонов
Разновидности ячеистых бетонов
Краткие исторические сведения о развитии производства ячеистого бетона
Способы получения пористой структуры теплоизоляционных материалов
Виды оптимальных структур теплоизоляционных материалов
Основные свойства теплоизоляционных материалов
Следующие статьи »
Твердение ячеистых бетонов Пути оптимизации пористой структуры ячеистых бетонов и совершенствования технологии Области и условия применения изделий из ячеистых бетонов в индустриальном строительстве Минеральная вата и изделия на ее основе Сырьевые материалы для производства минеральной ваты Свойства силикатных расплавов минеральной ваты, условия их получения Основное оборудование для получения минеральной ваты Превращение силикатного расплава в волокно
Твердение ячеистых бетонов Пути оптимизации пористой структуры ячеистых бетонов и совершенствования технологии Области и условия применения изделий из ячеистых бетонов в индустриальном строительстве Минеральная вата и изделия на ее основе Сырьевые материалы для производства минеральной ваты Свойства силикатных расплавов минеральной ваты, условия их получения Основное оборудование для получения минеральной ваты Превращение силикатного расплава в волокно
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев