
Общие сведения
Комплексный технологический процесс возведения монолитных железобетонных конструкций и сооружений состоит из установки опалубки, монтажа арматуры, бетонирования и распалубки. При этом необходимо учитывать время, потребное для твердения уложенного бетона.
Состав простых технологических процессов, их трудоемкость и очередность выполнения зависят от вида и характеристик монолитных конструкций, применяемых механизмов и опалубки, технологических и местных особенностей производства работ.
Технологию и организацию работ для каждого конкретного случая проектируют в нескольких вариантах. После сравнения принимают вариант с оптимальными технико-экономическими показателями.
Выбор опалубки
Для бетонирования монолитных конструкций можно принять несколько вариантов опалубки. Например, столбчатые фундаменты под колонны промышленных зданий бетонируют в инвентарной опалубке, а также в блок-формах; фундаменты-массивы под оборудование — в крупнощитовой или опалубке-облицовке. Конструкции многоэтажных монолитных жилых домов можно бетонировать в крупнощитовой, объемно-переставной или скользящей опалубке. Важно выбрать такой вариант опалубки, который позволял бы механизировать процесс ее установки и снятия, обеспечивал наименьшую трудоемкость и стоимость работ и высокое качество бетонирования.
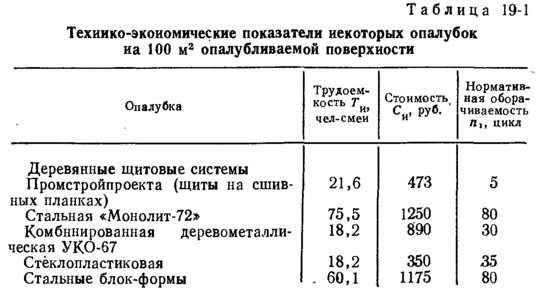
Варианты опалубочных работ сравнивают по двум показателям: трудоемкости и стоимости в расчете на 100 м2 опалубливаемой поверхности.
Трудоемкость опалубочных работ То — это сумма трудовых затрат на монтаж и демонтаж опалубки, очистку и смазку щитов, а также части затрат на изготовление и ремонт опалубки, приходящейся на один оборот:

где Ти — трудоемкость изготовления опалубки, чел·смен; γ — трудовые затраты на ремонт опалубки,% от Ти; n1 — нормативная оборачиваемость, цикл; Тэ — трудоемкость эксплуатации опалубки (монтаж, демонтаж, очистка, смазка), чел·смен.
При этом
где Т'м — трудовые затраты рабочих-опалубщиков на монтаже опалубки, чел·смен; Т''м — то же, машиниста крана, занятого на монтаже опалубки; Т'д — затраты рабочих-опалубщиков на распалубке; Т''д — тоже, машиниста крана, занятого на распалубке; То — трудоемкость очистки щитов, чел·смен; Тсм — трудоемкость смазки.
Трудовые затраты Т'м, Т'д и То определяют по ЕНиРу 4-1, значения Т''м, Тд принимают равными 25—30% соответственно от Т'м и Т'д. Затраты на смазку щитов принимают равной 0,3—0,5 чел·смен при нанесении смазки кистями; 0,05—0,10 чел·смен — при использовании пистолетов-распылителей.
Стоимость опалубочных работ определяют в рублях:

где Си — стоимость изготовления опалубки с учетом стоимости материалов, руб., можно определить по табл. 19-1, n1 — нормативная обозначиваемость; α — стоимость ремонта опалубки,% от стоимости ее изготовления; Сэ — эксплуатационная стоимость опалубки, руб.
В свою очередь,
где Сз — сумма заработной платы рабочих, занятых на монтаже, демонтаже и смазке опалубки, руб., определяемая по ЕНиРу; Смаш — стоимость машинного времени кранов, занятых на монтаже и демонтаже, руб., определяемая по ценнику № 2 машино-смен строительных машин и оборудования; См — стоимость неинвентарных креплений (тяжей, скруток, оставшихся в бетоне), руб.; Сс — стоимость смазочных материалов, руб.
Стоимость 1 кг смазочных материалов составляет от 0,05 до 0,15 руб. при расходе 1,5—2,0 кг на 100 м2 стальной опалубки я 2,5—3,0 кг на 100 м2 деревянной.
При сравнении вариантов опалубки оптимальным считают тот вариант, который имеет наименьшую трудоемкость и стоимость.
Выбор комплекта машин
В комплексном технологическом процессе возведения монолитных конструкций и сооружений ведущим простым процессом является бетонирование. Этот процесс состоит из связанных работ и операций по транспортированию, подаче, распределению и уплотнению бетонной смеси. Ведущий процесс — бетонирование — влияет на проведение опалубочных и арматурных работ, которые находятся в тесной технологической зависимости от него.
Комплект машин для ведущего технологического процесса (бетонирования) подбирают, исходя из заданного темпа укладки бетона с учетом габаритов, конструктивных особенностей возводимых конструкций, а также технологических особенностей бетонной смеси.
Темп укладки бетона v, м3/смен, равен
где V — потребный объем бетона для объекта, м3; Пд — директивная продолжительность возведения монолитных конструкций, смен; К — коэффициент неравномерности укладки бетона. Для гражданского и промышленного строительства К=1,3÷1,5.
В соответствии с темпом укладки бетона принимают темп выполнения опалубочных и арматурных работ, подбирая необходимые машины.
Состав комплекта машин для бетонных, арматурных и опалубочных работ принимают с учетом вида, конфигурации и габаритов монолитных конструкций, их расположения, темпа укладки бетона, наличия на стройке тех или иных механизмов и других местных условий. На рис. 19-1 показаны схемы комплексной механизации железобетонных работ.
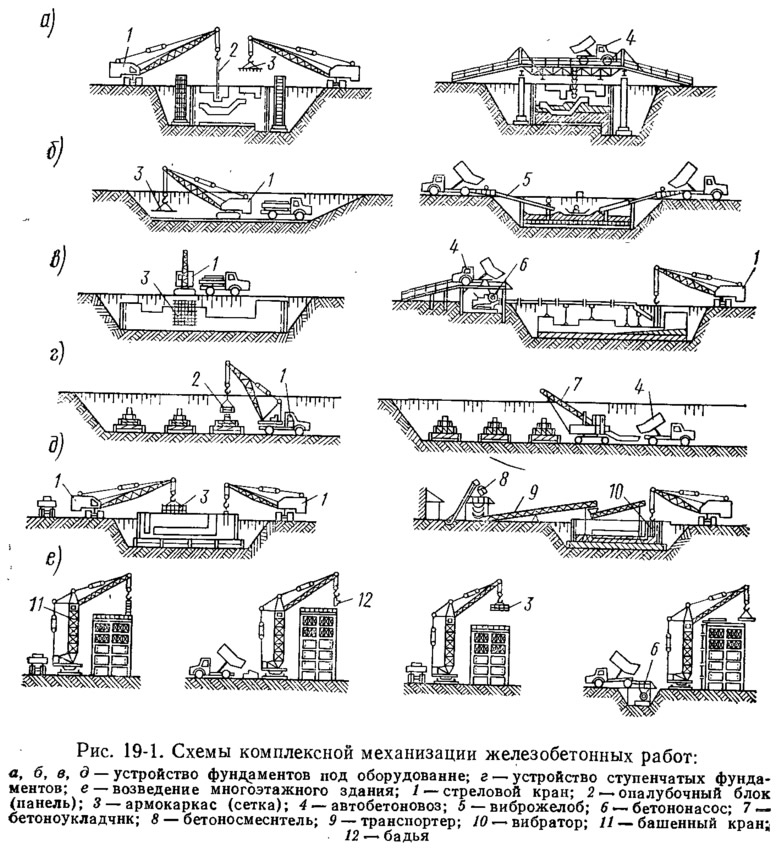
Для возведения одних и тех же монолитных конструкций или сооружений можно применить несколько разных комплектов машин. Например, при возведении фундаментов под колонны промышленных зданий на опалубочных, арматурных и бетонных работах обычно применяют самоходные краны (I вариант). Можно использовать на монтаже опалубки и арматуры автокран, а для бетонирования — бетононасос (II вариант) и т. п.
Оптимальный вариант комплекта машин выбирают путем сравнения вариантов по трем показателям: продолжительности работы, трудоемкости и стоимости работ в расчете на 1 м3 уложенного бетона.
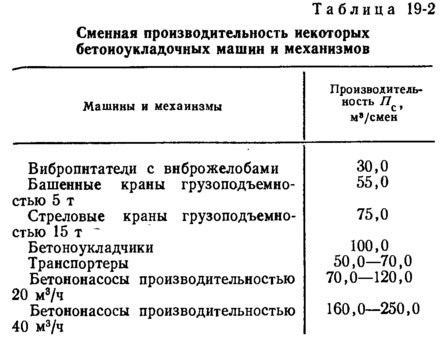
Продолжительность работ определяют с учетом времени бетонирования, т. е. производительности комплекта бетоноукладочных машин (табл. 19-2).
Фактическую продолжительность работ, смен, определяют по формуле
где Пс — сменная производительность комплекта бетоноукладочных машин, м3/смен.
При четкой организации работ Пф≤Пд.
Трудоемкость работ по возведению монолитных конструкций, чел·смен/м3, равна
где ∑Тм — суммарная трудоемкость механизированных операций на весь объем опалубочных, арматурных и бетонных работ, чел·смен; ∑Тр — то же, ручных операций, чел·смен.
Стоимость работ по возведению монолитных конструкций, руб., составляет
где Сiм.см — стоимость машино-смены i-й машины, входящей в комплект (по ценнику № 2); Пi — продолжительность работы i-й машины, смен; ∑З — сумма заработной платы всех рабочих без учета машинистов, обслуживающих машины; К1 — коэффициент накладных расходов, отнесенных к стоимости машино-смен (K1=1,08); К2 — то же, на заработную плату (К2=1,5).
Окончательно принимают вариант комплекта машин, обеспечивающих наименьшие продолжительность, трудоемкость и стоимость работ.
Проектирование поточного производства работ
Для четкой организации работ по возведению монолитных сооружений комплексный технологический процесс делят на простые потоки, которые выполняют специализированные звенья рабочих. Например, для бетонирования большого количества одинаковых фундаментов можно выделить следующие потоки: установка опалубки — I поток; монтаж арматуры — II поток; бетонирование — III поток; уход за бетоном — IV поток; распалубка — V поток.
Возможен иной вариант деления на потоки с обт/единением нескольких видов работ в один: установки опалубки и арматуры — I поток; бетонирование — II поток; распалубка — III поток.
Деление комплексного процесса на потоки зависит от вида конструкций, их армирования, сложности и трудоемкости установки опалубки, объемов укладываемого бетона и его трудоемкости, состава и профессиональной подготовки бригады рабочих.
Для организации поточного производства работ сооружения из монолитного железобетона разделяют на захватки и ярусы. Количество захваток на объекте должно быть равно или кратно числу потоков. Размер захватки следует принимать таким, чтобы продолжительность выполнения отдельного вида работ на захватке равнялась одной или нескольким сменам. Переход звена рабочих с одной захватки на другую среди смены нежелателен. Границы захваток должны проходить по температурным или рабочим швам сооружения или включать целое число конструкций (фундаментов, колонн и т. п.).
Процесс бетонирования высоких монолитных сооружений разделяют на ярусы. Высоту ярусов назначают с учетом устройства рабочих швов. При возведении многоэтажных зданий в качестве яруса принимают этаж, включая колонны и перекрытия. Трудоемкость однородных работ (например, опалубочных, бетонных) на захватках и ярусах должна быть примерно одинаковой. Отклонение от средней трудоемкости не должно превышать 25%.
Для создания ритмичного потока необходимо, чтобы продолжительность выполнения разнородных работ на захватках (или модуль цикличности Кц) была примерно одинаковой:
где Ti — трудоемкость i-й работы (например, бетонирования) на захватке (чел-смен); аi — число рабочих-бетонщиков в звене, чел.; b — число работающих звеньев.
Состав звеньев определяют по ЕНиРу.
Для получения одинакового модуля цикличности и обеспечения ритмичного потока при разной трудоемкости разнородных работ количество звеньев на захватках принимают различное.
Рассмотрим пример, когда для бетонирования однотипных фундаментов под колонны для выполнения опалубочных работ на захватке требуется 48 чел·смен, арматурных — 24 чел·смен, бетонных — 36 чел·смен. Состав звена опалубщиков по ЕНиРу предусмотрен из 2 человек, арматурщиков — 2, бетонщиков — 2.
Тогда для обеспечения ритмичного потока с единым модулем цикличности, равным 6 сменам, необходимо принять следующие количества звеньев:
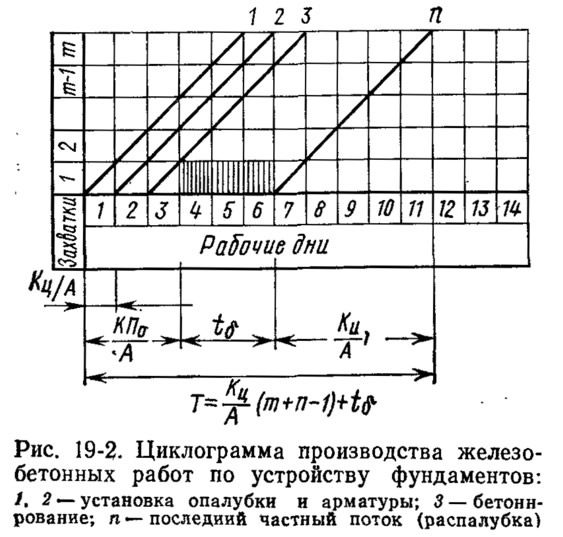
Общую продолжительность работ по бетонированию фундаментов определяют в сменах по циклограмме (рис. 19-2) с учетом зависимости
где А — число рабочих смен в сутки; m — число захваток; n — число частных потоков, включая распалубливание; tб — время твердения, сут.
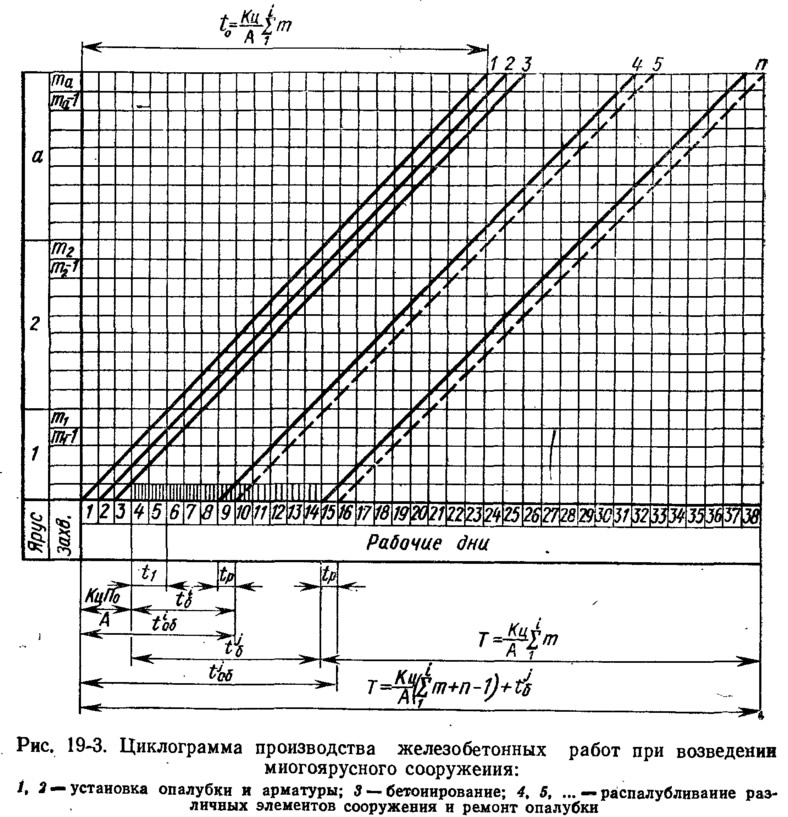
При возведении многоярусных сооружений объемы работ и их трудоемкость на ярусах бывают неодинаковыми, вследствие чего число захваток на каждом ярусе также будет различным: m1, m2 ... mi. На рис. 19-2 и 19-3 внизу Побщ обозначено буквой Т.
Общее число захваток на объекте при заданном сроке производства работ Пд будет равно

Продолжительность работ для многоэтажных сооружений, смен, равна

Фактическую оборачиваемость опалубки определяют по циклограмме (рис. 19-3) отдельно для боковых щитов колонн и несущей опалубки балок, плит и поддерживающих лесов.
Продолжительность установки однотипной опалубки на всех захватках сооружения составит

Время оборота (цикла) несущей опалубки при бетонировании плит перекрытий, сут, будет равно
Время оборота несущей опалубки и поддерживающих лесов для бетонирования балок, сут, составляет
где tбi и tбj — время выдерживания бетона плит и балок в опалубке, сут; tp — время ремонта опалубки, сут.
Оборачиваемость опалубки Ообi определяют как частное от деления продолжительности установки однотипной опалубки на всех захватках tбi на время оборота (цикла) соответствующего комплекта tiоб:
На циклограмме (рис. 19-3) горизонтальную проекцию частного потока установки опалубки на объекте делят на отрезки, равные продолжительности ее оборота tiоб и tjоб. Число отрезков соответствует числу оборотов разных комплектов опалубки.
Потребное количество комплектов для боковой и несущей опалубки определяют по формуле
где ∑Si — суммарная опалубливаемая площадь для данного вида опалубки на объекте, м2; Si — опалубливаемая площадь комплекта, м2.
Количество вибраторов определяют из выражения
где v — темп укладки бетона, м3/смен; Sв — производительность вибратора, м3/смен.