При наличии на изолируемой поверхности строительных конструкций металлических монтажных приспособлений (петли и др.) и выступающих концов арматуры (железобетона) для их срезки используют оборудование, которое обычно применяют для газовой резки металла. Это машины, установки и аппаратура для газопламенной обработки, ацетиленовые генераторы, баллоны для хранения и транспортирования сжатых газов, резаки, а также регулирующая и коммуникационная аппаратура — редукторы, вентили, рукава и др.
Выбор оборудования для очистки и выравнивания поверхности строительных конструкций из бетона и железобетона зависит от состава бетона, способа его формования, качества форм и опалубки, вида смазки форм, приемов выравнивания поверхности в процессе изготовления конструкций и после отвердевания материала, наличия дефектов. При недопустимо высокой поверхностной пористости и наличии дефектов поверхность бетона должна быть выровнена.
Для заделки крупных дефектов бетона используют оборудование для набрызга бетонной смеси или укладки монолитного бетона. Для устранения дефектов цементно-песчаным раствором без добавок или с добавками латексов и поливинилацетатных дисперсий (ПВАД) используют оборудование для штукатурных работ, торкрета и пневмобетона. Это же оборудование используют для устройства основания под гидроизоляционное покрытие в виде сплошной цементно-песчаной стяжки и штукатурки по поверхности каменных конструкций и, в частности, кирпичной кладки.
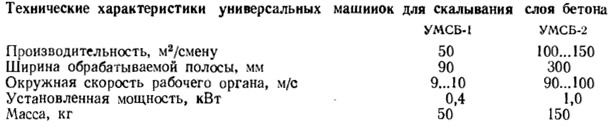
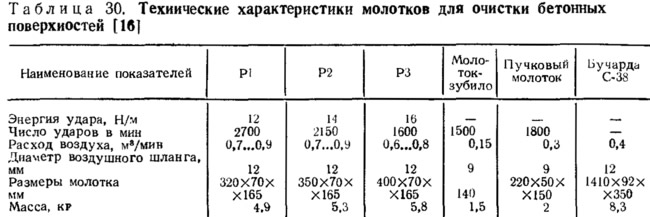
Для ликвидации на поверхности бетонных, железобетонных и каменных конструкций значительных неровностей (наплывы бетона и др.), для снятия защитного слоя бетона с поверхности ржавеющей арматуры, удаления замасленного на значительную глубину слоя бетона, бетона с нарушенной структурой или имеющего пониженную прочность применяют машинки для скалывания бетона УМСБ-1 и УМСБ-2, пневматические рубильные молотки Р1, Р2 и Р3, молоток-зубило, пучковый молоток, бучарду С-38 производительностью 2 м2/ч (табл. 30).
Для снятия с поверхности бетона цементной пленки, продуктов коррозии с поверхности металлических конструкций, в том числе закладных деталей, с целью увеличения сцепления гидроизоляционного покрытия с основанием при значительном объеме работ и несложной конфигурации конструкции применяют аппараты струйной обработки.
Принцип действия аппаратов струйной обработки основан на сообщении кинетической энергии частицам абразивного материала и их направленной подаче на очищаемую поверхность. Это достигается при использовании струи сжатого воздуха, воды или центробежной силы. При соударении с поверхностью частицы, благодаря запасенной энергии, вызывают поверхностное разрушение и деформацию материалов поверхностного слоя конструкции.
В качестве абразивного материала в аппаратах струйной обработки на строительной площадке применяют кварцевый песок. В зависимости от абразива и способа его подачи на поверхность имеются аппараты для гидроабразивной, пескоструйной и дробеструйной обработки. Они могут быть периодического и непрерывного действия.
В строительстве применение нашли передвижные и переносные беспыльные пескоструйные аппараты типа БДУ-Э2, АД-1—АД-5 и др.
Для пескоструйных аппаратов рекомендуется применять горный кварцевый песок, обладающий высоким абразивным действием, более высоким, чем речной; при этом песок должен быть сухим и однородным. Размер зерен песка, а также расстояние между соплом пескоструйного аппарата и обрабатываемой поверхностью подбирают в зависимости от толщины и твердости снимаемого слоя. При размере зерен 0,75...2 мм расстояние между соплом и обрабатываемой поверхностью должно быть 75...150 мм.
Отбор указанной выше фракции песка следует производить путем просеивания через два сита (верхнее с сеткой № 2, нижнее — с сеткой № 07 по ГОСТ 3584—73*).
Для очистки стальной поверхности с толстым слоем окалины следует применять крупнозернистый песок, при этом расстояние между соплом и поверхностью должно быть наименьшим.
Качество песка должно быть определено пескоструйной очисткой поверхности опытного металлического образца. Зерна песка при ударе о подвергающуюся обработке поверхность не должны превращаться в пыль.
Отработанный песок может быть использован повторно при отсутствии загрязнения замасливателями.
Аппараты для пескоструйной обработки применяют при подготовке бетонных и металлических поверхностей. Их преимущества: относительно высокая производительность, экономичность работы вследствие возможности многократного использования песка. В зависимости от способа подачи абразивного материала к соплу струйной головки эти аппараты делятся на три типа: нагнетательного, всасывающего и гравитационного действия (рис. 6).
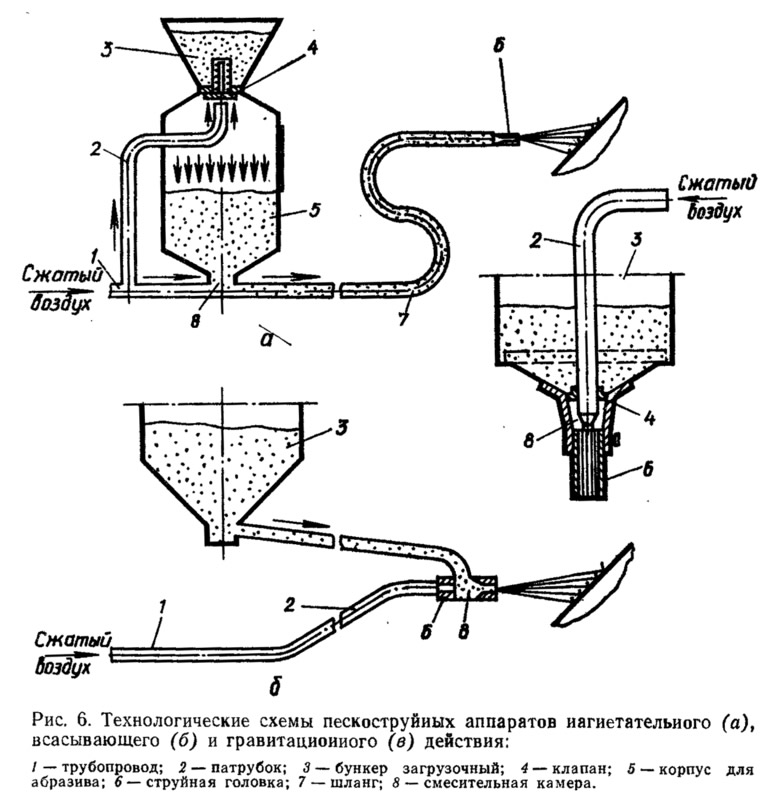
Схема аппарата нагнетательного действия изображена на рис. 6, а. В этом аппарате абразивный материал из бункера через клапан попадает в герметичную камеру, находящуюся под давлением воздуха, а из нее — в смесительную камеру, где подхватывается потоком воздуха, поступающего из магистрали по трубопроводу. Смесь воздуха с абразивом по шлангу направляется в головку с соплом и затем в виде струи выбрасывается на очищаемую поверхность.
Аппараты нагнетательного действия могут быть однокамерными или двухкамерными. Однокамерные аппараты имеют бункер небольшого объема (0,125...0,250 м3), что обеспечивает работу установки примерно в течение 30 мин, поэтому требуются периодические остановки аппарата для его перезарядки.
Двухкамерные аппараты позволяют работать в непрерывном режиме и состоят из корпуса, разделенного на две части (верхнюю и нижнюю), каждая из которых представляет собой камеру, имеющую загрузочный клапан. Аппараты нагнетательного действия имеют достаточно высокую производительность, но отличаются сложным устройством и быстрым износом сопла и шлангов.
В аппарате всасывающего действия (рис. 6, б) абразивный материал из бункера засасывается струей сжатого воздуха, поступающего по патрубку в сопло, где создается необходимое разрежение. Благодаря эжекции абразив засасывается через трубопровод в смесительную камеру струйной головки. В отличие от аппаратов нагнетательного действия, смешение абразива с воздухом во всасывающих аппаратах происходит лишь перед самым выходом из сопла. Они просты по устройству и безотказны в работе; они меньше изнашиваются (сопла и шланги), но производительность их небольшая.
В аппаратах гравитационного действия (рис. 6, в) абразивный материал из бункера ссыпается под действием силы тяжести через кольцевое отверстие клапана в смесительную камеру, смешивается с поступающим туда же сжатым воздухом и направляется в струйную головку. В некоторых разновидностях аппаратов гравитационного действия смешение абразива с воздухом может происходить перед самым выходом из сопла. Гравитационные пескоструйные аппараты простые по устройству, надежные в работе, потребляют сравнительно мало сжатого воздуха.
В аппаратах пескоструйной очистки применяются струйные головки с соплами соответственно нагнетательного или всасывающего действия.
Сопло — одна из наиболее ответственных деталей аппаратов струйной очистки. От его конструкции, диаметра проточной части и материала, из которого она изготовлена, во многом зависят производительность и экономичность аппаратов струйного действия.
Диаметры проточной части сопел колеблются от 6 до 16 мм. Отношение длины сопла к его диаметру — в пределах от 10 до 15 (в зависимости от диаметра).
В процессе работы сопла быстро изнашиваются, поэтому их изготавливают в виде сменной вставки, которую закрепляют в корпусе накидной гайкой. Корпус соединяется хомутиком со шлангом. Стойкость, например, рабочей части сопла, изготовленной из стали или чугуна, составляет от 3 до 7 ч, из металлокерамического сплава — от 30 до 40 ч, из карбида вольфрама — от 800 до 1000 ч. Стойкость усовершенствованного сопла с металлокерамической вставкой, в котором внутренняя поверхность подводящего клапана в корпусе плавно без зазора переходит в рабочую часть сопла, от 100 до 200 ч.
Для очистки с использованием стального песка следует применять дробь стальную молотую марки ДСК (стальной песок) с содержанием кремния 2,3...2,6% (ГОСТ 11964—81 Е).
При толщине подлежащего очистке металла 3...5 мм следует применять дробь № 03 размерами 0,2...0,4 мм; при толщине металла более 5 мм — дробь № 5 или № 8 размерами 0,4...0,9 мм.
При очистке толстостенных стальных и чугунных изделий возможна обработка их поверхности струей дроби типа ДЧК (дробь чугунная колотая, ГОСТ 11964—81 Е).
Завод-изготовитель должен поставлять дробь в готовом к употреблению виде. Использовать ее следует многократно. При этом дробь необходимо предохранять от увлажнения и загрязнения маслом и лакокрасочными материалами.
Дробеструйную очистку следует выполнять дробеструйными аппаратами, имеющими сопло диаметром до 8 мм под давлением воздуха 0,5...0,Д МПа и расходе 5 м3/мин. Если сопло имеет диаметр 8... 12 мм, давление воздуха должно быть 0,6...0,8 МПа, а его расход — 9 м3/мин.
Сопло дробеструйного аппарата во время работы надо держать на расстоянии 150...200 мм от обрабатываемой поверхности и под углом 75...80° к ней. Перпендикулярно к обрабатываемой поверхности сопло держать не рекомендуется.
При работах в условиях строительной площадки наибольшее распространение получили аппараты пескодробеструйные передвижные моделей АДДУ-150М и АД-150Б.
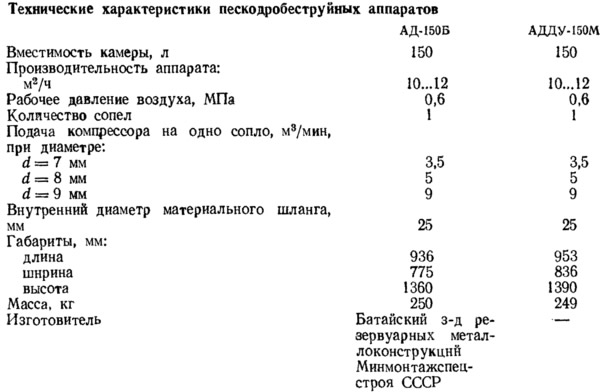
Аппарат АДДУ-150 имеет дистанционное управление, он однокамерный, предназначен для пневматической очистки неметаллических и металлических поверхностей с помощью кварцевого песка и металлического абразива.
Аппарат АД-150Б не имеет дистанционного управления, он однокамерный и предназначен для пневматической очистки неметаллических и металлических поверхностей также с помощью кварцевого песка и металлического абразива.
Аппараты гидроабразивной очистки поверхности весьма разнообразны и различаются системой приготовления водной суспензии абразивных материалов, способом подачи ее к соплу струйной головки и устройством, ускоряющим движение струи.
В качестве аппаратов гидроабразивной очистки бетонных поверхностей в условиях строительно-монтажной площадки эффективно используют установки для торкретирования и набрызга бетонной смеси в комплексе с передвижными компрессорными станциями. При их использовании необходимо тщательно следить за перегревом оборудования. Это в первую очередь касается установок для торкретирования.
Из аппаратов гидроабразивной очистки в строительстве широко применяются аппараты, в которых используется раздельная подача абразива и воды в сопло струйной головки. Такие аппараты несложны по устройству и надежны в работе. Их применяют при очистке гидроабразивным способом обширных поверхностей.
Гидропескоструйный аппарат ГПА-3 относится к двухкамерным аппаратам непрерывного действия и состоит из двух емкостей, предназначенных, соответственно, для абразивного материала и воды, шлангов и струйных головок. Абразив и вода подаются по шлангам к соплу струйной головки раздельно, причем абразив подается обычным способом, применяемым в пескоструйных аппаратах, а вода — под давлением сжатого воздуха (рис. 7).
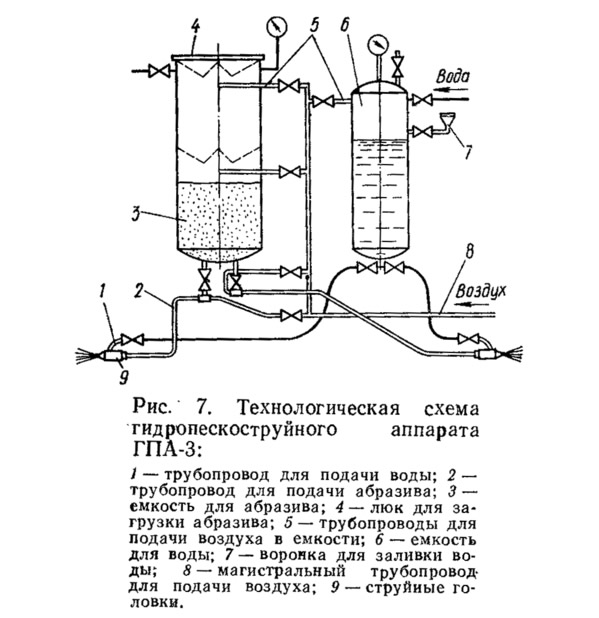
Струйная головка аппарата ГПА-3 представляет собой корпус, в котором гайкой закреплены сопло и штуцер подачи смеси абразива с воздухом. Вода подводится к головке по штуцеру. Абразивный материал смешивается с водой при выходе из сопла. Аппарат ГПА-3 смонтирован на колесах и обладает высокой маневренностью.
Поскольку для очистки поверхности в аппаратах используются высокоабразивные материалы — кварцевый песок, молотый гранит, карбиды кремния и бора, молотое стекло, — срок службы сопел головок ограничен. Сопла, изготовленные из отбеленного чугуна и стали 45, служат 8...12 ч. Более высокую стойкость имеют металлокерамические сопла.
Оборудование для гидроабразивной очистки поверхности работает при давлении сжатого воздуха 0,5...0,6 МПа, производительность колеблется в пределах 0,003...0,008 м3/с.
Преимуществом аппаратов гидроабразивной очистки является повышенная (в 2—3 раза) производительность по сравнению с механизированным инструментом, отсутствие пыления и лучшие условия труда. Однако применение этих аппаратов связано с повышенным расходом абразивных материалов; кроме того, наблюдается слишком интенсивная коррозия очищенных влажных металлических поверхностей вскоре после обработки, поэтому требуется дополнительная промывка изделий с пассивацией их поверхности и последующей сушкой. Это увеличивает затраты на подготовку металлической поверхности.
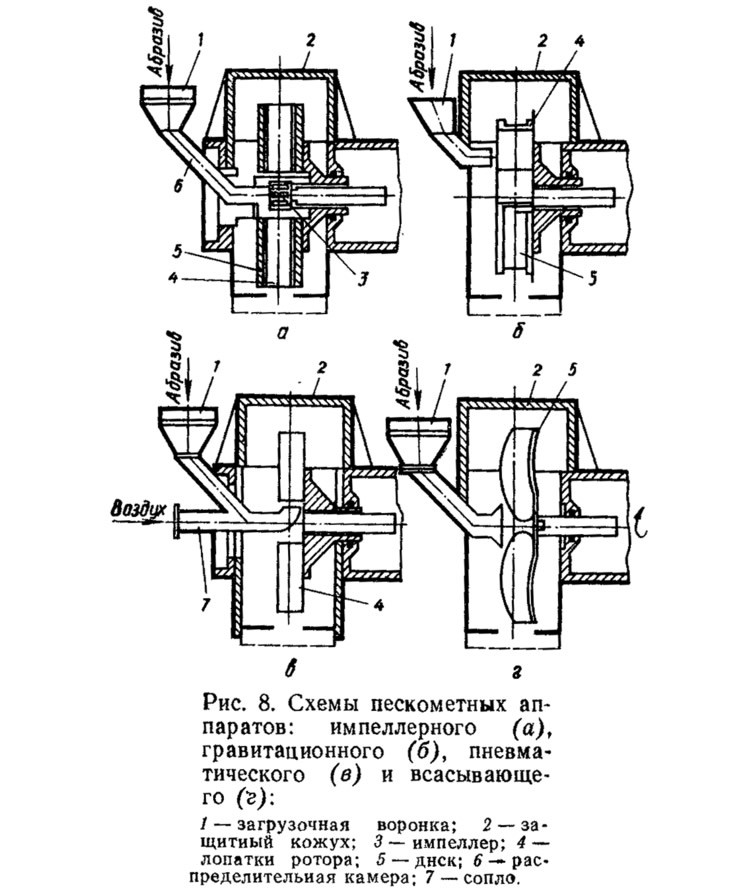
Наряду с пескодробеструйными в строительстве находят применение пескодробеметные аппараты, характеризующиеся более высокой производительностью при меньшем расходе энергии (рис. 8).
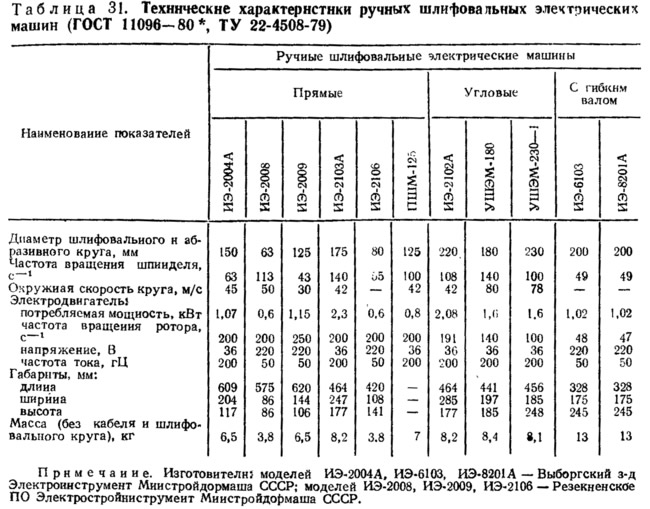
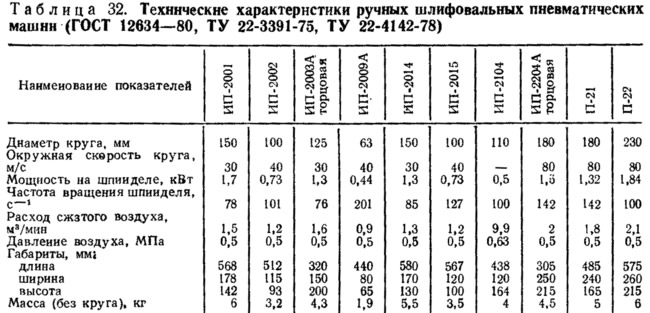
При малых объемах работ, для закругления острых углов и при очистке труднодоступных участков поверхности строительных конструкций рекомендуется использовать электрические и пневматические машинки, рабочими органами которых служат металлические щетки, шлифовальные круги (табл. 31 и 32).
Металлические щетки применяют для удаления ржавчины, механических загрязнений, а также выравнивания поверхности строительных конструкций. В зависимости от материала очищаемого изделия или конструкции применяют щетки, изготовленные из различных металлов: мало- и высокоуглеродистой стали, нержавеющей стали, латунной и медной проволоки диаметром 0,05...0,3 мм.
Металлические щетки есть различных типов: дисковые, цилиндрические, кольцевые, торцовые (чашечные). Скорость перемещения щетки при ширине очищаемой поверхности 0,35...0,40 м — 1...1,5 м/мин, производительность при очистке поверхности — 20...35 м2/ч; износ стальных щеток — 0,02...0,15 мм из расчета на 1 м2 обрабатываемой поверхности.
Преимуществом способа очистки поверхности с использованием металлических щеток является простота процесса и малая стоимость инструмента, недостатком — сравнительно малая эффективность даже при механизации процесса и пылевыделение, загрязняющее воздух в рабочей зоне. Кроме того, участки поверхности, находящиеся в углублениях и порах, практически не поддаются обработке. Поэтому очистку щетками применяют лишь там, где по техническим возможностям производства нецелесообразно использование других, более эффективных способов.
Шлифовальные круги применяют для сглаживания поверхности (снятия выступов на бетоне, выступов от сварных швов на стальной поверхности, удаления заусениц, скругления острых кромок) и удаления ржавчины на небольших участках обрабатываемой поверхности. Наиболее часто используют машинки вращательного действия (рис. 9).
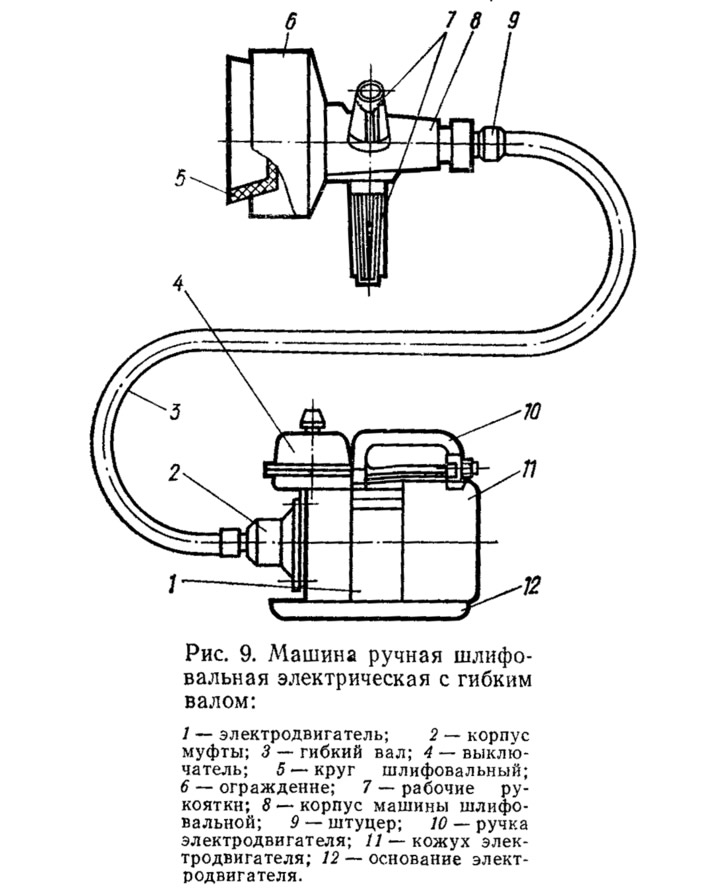
В машинках вращательного действия рабочим органом служат жесткие или мягкие круги (в зависимости от назначения операции), нагаженные непосредственно на вал двигателя. Жесткие круги изготавливают из металла, фибры и других материалов, на поверхности которых крепится абразивная шкурка. Круг может быть и целиком изготовлен из абразивного материала, например из пемзы. Мягкие круги (обычно из войлока или фибры) применяют для шлифования с использованием паст.
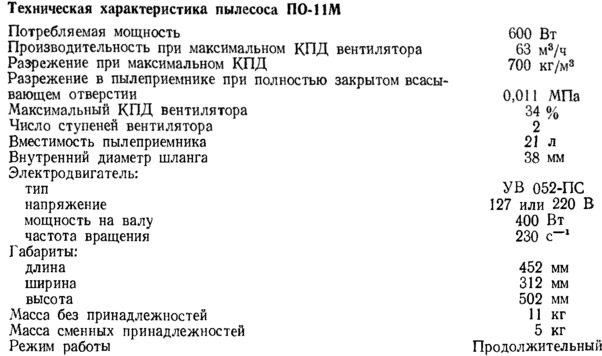
Очистку поверхности от пылевидных загрязнений производят промышленными пылесосами, струей сжатого воздуха, струей воды, воздушно-водяной струей. Применение гидросмыва рекомендуется для обработки неметаллических поверхностей, особенно при устройстве гидроизоляционных покрытий с использованием водосодержащих материалов. Удаление пыли лучше всего осуществлять с помощью пылесоса, например ПО-11М Батумского з-да бытового машиностроения Минстройдормаша СССР.
Перед нанесением горячих битумных, битумно-полимерных и полимерных окрасочных и мастичных гидроизоляционных покрытий, а также горячих асфальтобетонных гидроизоляционных покрытий поверхность строительных конструкций, в частности бетона и штукатурки, должна быть высушена с тем, чтобы влажность материала не превышала нормируемых показателей. Применяемое для сушки оборудование основано на двух способах сушки: конвективном и радиационном.
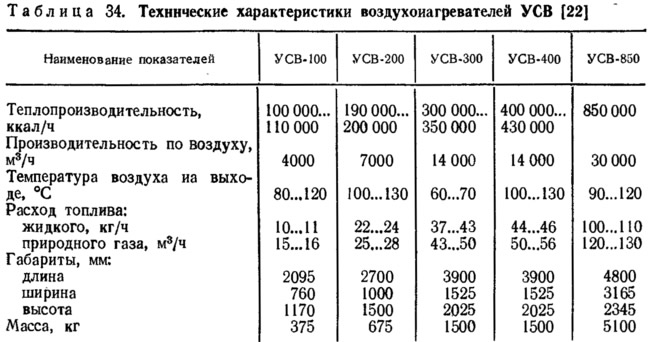
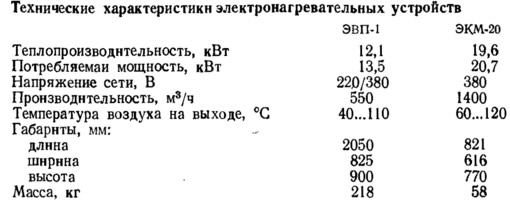
При конвективном способе сушки применяют воздухонагреватели (табл. 33 и 34), электронагреватели и электрокалориферы.
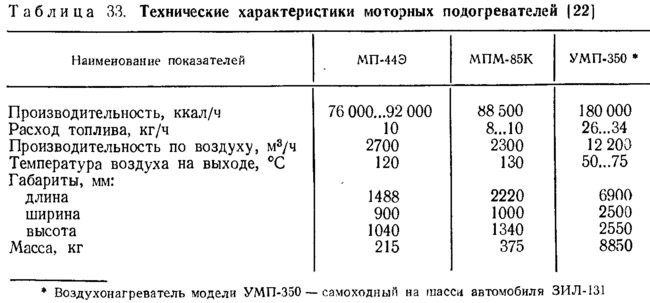
Воздухонагреватель МП-44Э, предназначенный для сушки и обогрева строящихся помещений объемом более 400 м3, устанавливают снаружи помещения, в которое горячий воздух подают по жаростойким рукавам. Он смонтирован на салазках и имеет корпус, нагревательную камеру горелки, электродвигатель, вентилятор, топливную систему и жаростойкие спиральные рукава. Для удобства перевозки по твердому грунту воздухонагреватель оборудован колесами и выдвижными ручками.
Агрегат имеет короткозамкнутый электродвигатель, на валу которого жестко укреплен осевой вентилятор. Меньшая часть потока воздуха, создаваемого вентилятором, поступает в горелку, а большая, часть — через нагревательную камеру в обогреваемое помещение.
В комплект агрегата входят два бака. В больший бак заливают осветительный керосин для горелки, в меньший — бензин для ее разогрева. В верхней части баков имеются заливные горловины с фильтрами и пробками, а в нижней — отстойники с кранами для слива.
Заслонка крана воздушного предохранителя открывается под действием воздушного потока, создаваемого осевым вентилятором. В случае снижения частоты вращения электродвигателя заслонка падает и с помощью системы рычагов перекрывает кран воздушного предохранителя топливной системы.
Рукава, по которым подогретый воздух поступает в обогреваемое помещение, изготовлены из специальной брезентовой ткани. Комплект воздухонагревателя состоит из двух восьмиметровых рукавов, присоединяемых к нагревательной камере, к концам которых с внутренней стороны подшита жаростойкая ткань. Отдельные звенья рукавов соединены между собой специальными обручами.
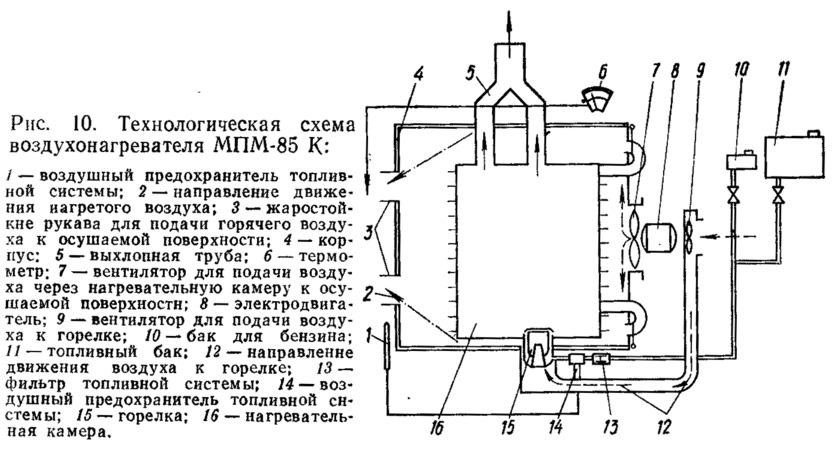
Воздухонагреватель МПМ-85К имеет сходство с МП-44Э, но его конструкция значительно улучшена: увеличены мощность и теплопроизводительность агрегата, введена автоматика. Розжиг подогревателя осуществляется не факелом, а запальной свечой при нажатии специальной кнопки (рис. 10).
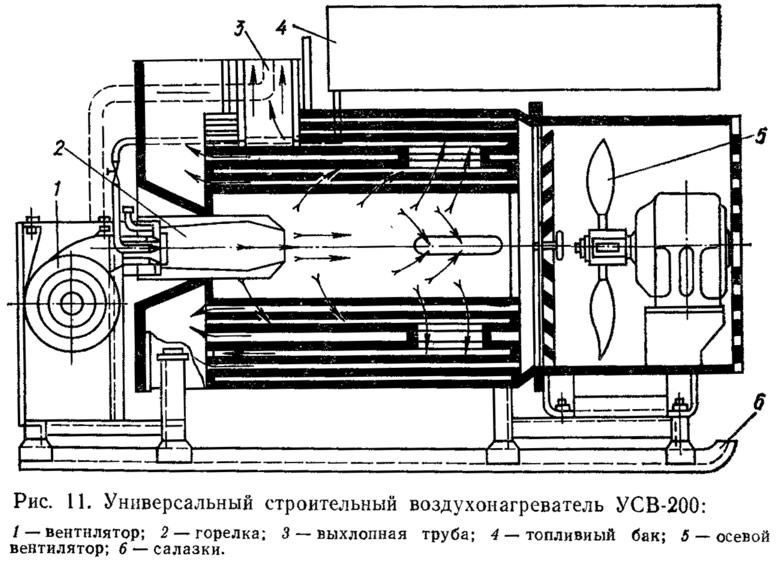
Универсальный строительный воздухонагреватель УСВ состоит из корпуса цилиндрической формы; теплообменника, состоящего из цилиндров и труб, расположенных по периметру внутреннего цилиндра теплообменника, являющегося камерой догорания топлива; универсальной горелки, работающей на жидком и газообразном топливе; центробежного вентилятора для подачи воздуха в горелку; осевого вентилятора, подающего воздух в теплообменник, и топливной аппаратуры. Воздухонагреватель смонтирован на салазках, что облегчает его транспортирование по строительной площадке (рис. 11).
Горение в воздухонагревателе регулируется воздушной заслонкой и краном основного топлива, причем сначала увеличивается подача топлива, затем воздуха.
Для обогрева помещений и сушки поверхности строительных конструкций, кроме моторных огневых и универсальных воздухонагревателей, применяют различные устройства, подключаемые к электросети.
Электрокалорифер ЭКМ-20 состоит из основания с корпусом, двух обечаек (передней с жалюзи и задней с сеткой), осевого вентилятора, девяти нагревательных элементов (оребренных ТЭНов), трубчатой тележки с колесами, служащей одновременно ручкой для перемещения и бампером.
Электровоздухонагреватель ЭВП-1 состоит из трубчатой рамы с колесами, теплообменника, силового трансформатора, патрубков для забора холодного и выпуска нагретого воздуха, пульта управления, электродвигателя и вентилятора.
Воздухонагреватель имеет двенадцать ступеней регулирования температуры воздуха на выходе: от 40 до 110°С. Управление воздухонагревателем дистанционное и автоматическое.
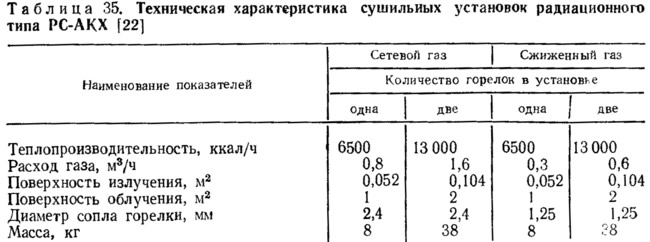
Газовая сушильная установка инфракрасного излучения (РС-АКХ) используется на стройках для локальной сушки инфракрасным излучением сырых мест на поверхности строительных конструкций, в том числе при производстве гидроизоляционных работ.
Сушка инфракрасным излучением основана на передаче тепла лучеиспусканием от раскаленной керамической сетки газового излучателя в сторону осушаемой поверхности. Под действием лучевого потока влага, находящаяся в материале конструкции, например ограждающей, перемещается к противоположной поверхности, где происходит ее испарение.
Установка РС-АКХ состоит из одной или нескольких газовых горелок инфракрасного излучения, закрепленных на телескопической выдвижной стойке, что позволяет устанавливать горелки на требуемой высоте. Установка РС-АКХ взрывоопасна, так как имеет открытую камеру сгорания, в которой газ сгорает полностью. Безопасность работы агрегата обеспечивается наличием установленного на трубопроводе электромагнитного клапана, автоматически прекращающего подачу газа в камеру сгорания при отсутствии пламени. Установка РС-АКХ может работать как на сетевом, так и на сжиженном газе. При переходе со сжиженного газа на сетевой и обратно требуется заменить сопло. Горелки изготавливают с различной тепловой нагрузкой (табл. 35).