
Технологический процесс заготовки организован по поточному методу с применением механизмов на всех его участках.
Продукция такой мастерской отличается более высоким качеством, что повышает производительность труда при укладке заготовленных элементов в кровельное покрытие.
Мастерская имеет два цеха: заготовки картин кровельного покрытия и заготовки деталей водосточных труб. В каждом цехе оборудование образует два самостоятельных потока. Цех заготовки картин дополнительно располагает помещением для механизированной проолифки и ускоренной сушки листов.
В цехе для заготовки деталей водосточных труб (рис. 147) листы кровельной стали подают к рабочему месту 1, где их разрезают на заготовки прямых звеньев и других деталей. На рабочем месте 2 заготовляют фальцевые отгибы, после чего свертывают заготовки прямых звеньев, колен и деталей воронок 3, обжимают продольные фальцы 4 и прокатывают на прямых звеньях зиги 5. Конусы, обечайки воронок и отметов заготовляют на рабочем месте 6.
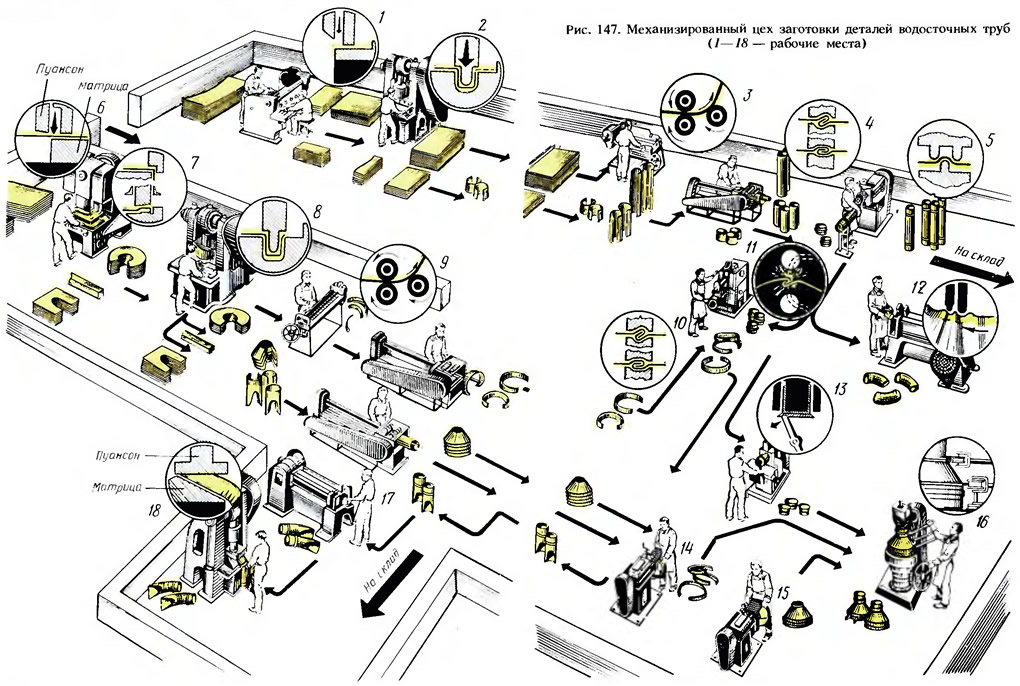
На рабочих местах 7 и 8 в заготовках отгибают фальцевые отвороты и отворотные губки. Заготовки обечаек, отметов и конусов воронок свертывают на месте 9. Свернутые обечайки поступают для обжатия продольных фальцев (рабочее место 10) и их точечной прихватки в двух местах на электросварочной установке 11. Гофрируют колена на рабочем месте 12, а на месте 13 от-бортовывают в патрубках торцовые кромки на 90°. Далее в обечайках покрывают зиги и отгибают торцовые кромки для фаль-цевого соединения (рабочее место 14), отбортовывают торцовые отгибы на конусах воронок (15) и собирают воронку с закаткой в ее ободок проволочного кольца (16).
На последних рабочих местах поточной линии гофрируют от-меты (17) и спрямляют в них сливные стенки (18).
Источник: «Кровельные работы», В. Б. Белевич, 1987