
Подготовка рулонных материалов
Прежде чем приступить к устройству кровли, необходимо подготовить рулонные материалы: перемотать их для устранения деформаций; удалить заводскую посыпку, если рулоны будут приклеиваться на горячих мастиках.
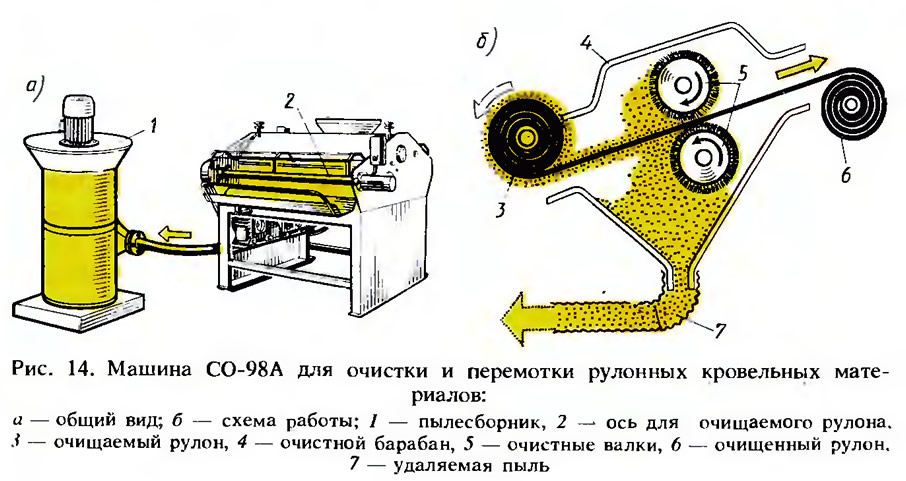
Очищают и перематывают рулонные кровельные материалы с использованием машины СО-98 А (рис. 14). Рулон материала надевают на ось 2. Свободный конец рулона подводится к очистному барабану 4 автоматически. Очищенный рулон 6 наматывается на приемный вал. Пыль и посыпка попадают в нижнюю часть пылесборника 1. Материал очищается от заводской посыпки одновременно с обеих сторон, чем обеспечивается высокая производительность. Машина может работать и под открытым небом, и в закрытых помещениях. Производительность машины 600 м/ч, что составляет 30 рулонов при длине рулона 20 м. Хранят подготовленные рулоны в контейнерах (рис. 15).
Приготовление битума
Битум к месту приготовления мастик подается из битумохранилища (вязкие битумы) или со склада (твердые битумы). Сначала битум обезвоживают и нагревают до рабочей температуры в битумонагревательных агрегатах Д-506, Д-618, Д-649, УБВ-2. Агрегаты работают на жидком или газовом топливе.

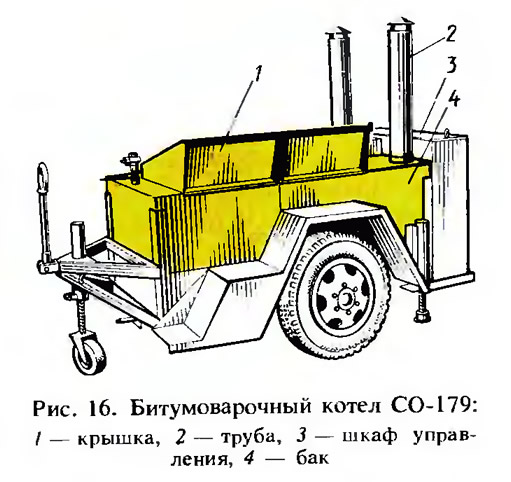
Для приготовления битума наибольшее распространение получил битумоварочный котел СО-179 (рис. 16) вместимостью бака 0,6 м, производительностью 0,3 м3/ч. Котел смонтирован на одноосном шасси.
Работает котел следующим образом. С помощью автоматической горелки в топочной камере жаровой системы происходит сжигание дизельного топлива. Продукты горения по дымоходам удаляются в атмосферу. Разогрев битума осуществляется за счет прямой теплопередачи через стенки жаровой системы. Стенки бака имеют теплоизоляцию. Для приема битума, а также для осмотра и очистки на баке сверху смонтирована крышка 1, поперечное сечение которой представляет собой треугольник. Одна из сторон треугольника выполнена в виде шторки, которая под действием собственной тяжести постоянно закрывает загрузочный проем. Жаровая система погружного типа состоит из цилиндрической топочной камеры и двух симметрично расположенных цилиндрических дымоходов. Передняя часть топочной камеры крепится к торцу котла. Жаровая система снабжена устройством для зачаливания. Центробежный вентилятор и топливный насос смонтированы на валу электродвигателя. Распыляет топливо центробежная форсунка. С помощью рассекателя и насадки распыленное топливо смешивается с воздухом, подаваемым вентилятором, и равномерно подается в горелку. Поджигается дизельное топливо высоковольтными электродами, установленными в зоне распыления. Контролируют наличие пламени фото датчики.
Работает горелка атоматически в такой последовательности. Нажатием на кнопку «Пуск» включают электродвигатель. Вентилятор начинает работать в режиме «Продувка». Топливный насос через перепускной клапан перекачивает топливо из форсунки на вход в насос. Через 15...20 с на высоковольтные электроды подается напряжение для зажигания и электромагнитный клапан открывает топливную магистраль. Проходя под давлением через форсунку, топливо распыляется, смешивается с воздухом и воспламеняется от искры, проходящей между электродами. При устойчивом пламени фотодатчик, реагируя на свет от факела, дает команду на отключение напряжения зажигания. Горелка продолжает работать. Когда битум нагревается до максимально заданной температуры, горелка, контролируемая датчиком, автоматически отключается. При охлаждении битума до минимально заданной температуры датчик контроля температуры битума автоматически включает горелку. Управляют подачей горячего битума на кровлю непосредственно с кровли. Для этого достаточно потянуть за гибкую тягу и битум по трубопроводу подается на кровлю. По окончании отбора битума тягу отпускают и оставшийся в трубопроводе битум сливается обратно в бак.
Обезвоживание битума заканчивается при нагреве его выше 110°С. Это можно заметить по прекращению пенообразования. Во избежание ухудшения свойств битума запрещается даже кратковременный нагрев его выше 200°С (битум БН-90/30 — выше 220СС) и длительный (более 5 ч) или многократный нагрев до рабочей температуры. Пережог битума является грубым нарушением технологии переработки.
При изготовлении вяжущего вещества из смеси битумов и дозировании их. по массе необходимо вначале загружать в котел и обезвоживать легкоплавкий битум и затем постепенно отдельными кусками размером 80...100 мм тугоплавкий битум, доводя температуру сплава до 180°С.
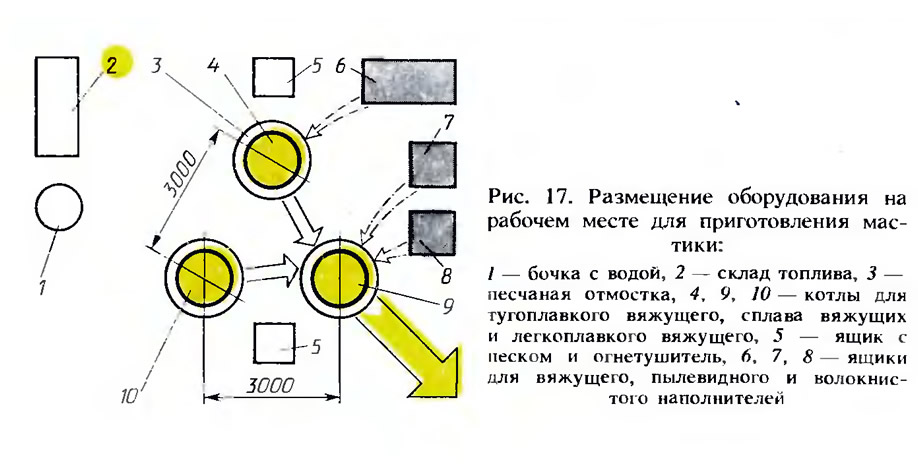
При объемном дозировании сплав приготовляют в трех котлах 4, 9, 10 (рис. 17): в одном обезвоживают и расплавляют тугоплавкий битум, во втором — легкоплавкий, а в третьем смешивают оба битума и нагревают смесь до температуры 180°С. Дозируют битум мерным черпаком с учетом плотности битума. В процессе плавления битум необходимо периодически перемешивать ручной мешалкой и снимать плавающие на поверхности посторонние включения металлической сеткой. Битум загружают в котел не более чем на 3/4 его объема во избежание выплескивания при вспенивании.
Рабочее место для установки варочных котлов на строительной площадке организуют под навесом на открытом воздухе. По противопожарным требованиям и для удобства работ расстояние между варочными котлами и фронтом работ должно быть не менее 50 и не более 100 м. Котлы устанавливают на предварительно спланированной и утрамбованной площадке с некоторым наклоном от топки.
Приготовление приклеивающих мастик
После полного обезвоживания и нагрева битума или сплава битумов их переливают из котла в термосы, куда добавляют подогретый наполнитель.
Для перемешивания битумных вяжущих с наполнителями используют мастиковарочные установки, которые состоят из котлов различного объема, оборудованных мешалками, — пропеллерной, лопастной, шнековой или винтовой конструкции.
Выбор типа варочного котла для приготовления мастики зависит от объема работ, способа подачи мастики на крышу, а также от технических возможностей использования котла той или иной конструкции.
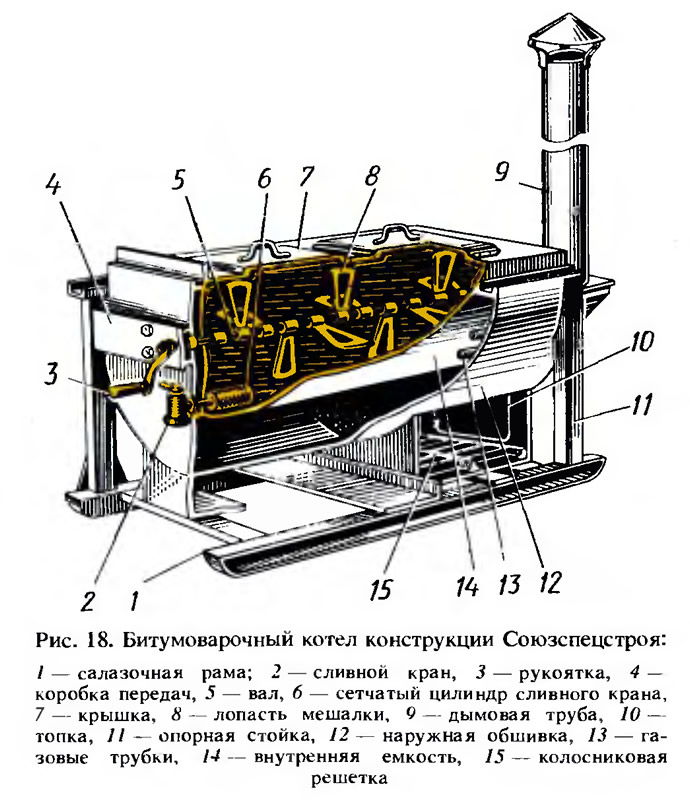
При небольшом объеме работ мастику приготовляют в передвижном котле вместимостью 0,4 м3, а при расходе в одну смену более 1,5 т ее готовят в битумоварочных котлах Союзспецстроя вместимостью 1,8 м3 (рис. 18). Преимущество этого котла заключается в том, что смесь перемешивается непрерывно и мастика получается высокого качества. Продолжительность варки битума в этом котле 60...70 мин. Топливо (дрова или уголь) сжигается в топке 10 с колосниковой решеткой 15.
Горячие битумные и битумно-резиновые мастики приготовляют или централизованно, или, что бывает чаще, на приобъектных узлах с применением битумоварочных котлов, емкостей для приготовления мастик, сушильных агрегатов для подготовки наполнителей, системы трубопроводов, теплоизолируемых в холодное время года.
Горячие битумные мастики приготовляют путем смешивания легкоплавких нефтяных кровельных битумов, например, БНК-45/180 с тугоплавким БНК-90/30 и волокнистыми, пылевидными или комбинированными наполнителями. Горячие битумно-резиновые мастики представляют собой однородную смесь сплава кровельных битумов марок БНК-45/180 и БНК-90/30 с мелкой резиновой крошкой и волокнистым наполнителем. Резиновая крошка, которая в процессе приготовления мастик девулкани-зируется, должна иметь размеры частиц не более 1 мм.
Горячие битумные и битумно-резиновые кровельные мастики антисептируют кремнефтористым или фтористым натрием в количествё 4...5% от массы битумного вяжущего. В этом случае применяют асбестовый наполнитель.
В мастики, применяемые для устройства защитных слоев плоских кровель, добавляют вещества, препятствующие прорастанию на кровле растений. К таким веществам относятся монурон или симазин (ГОСТ 15123—78*), вводимые в количестве 0,3...0,5% от массы битума, либо аминная соль 2,4Д в количестве 1 1,5%.
Приготовляют мастики в определенной последовательности. Сначала в котел загружают более легкоплавкий кровельный битум БНК-45/180 или БН-90/130, который обезвоживают при температуре 105...110°С, после этого в котел загружают битум БНК-90/30 и при постоянной работе лопастной мешалки температуру битумного сплава доводят до 160...180°С. Для предотвращения вспенивания битума в процессе варки добавляют 2...3 капли (на котел) пеногасителя ПМС-200 (полиметилсилоксановая жидкость). При этом время приготовления битума уменьшается почти в два раза.
В битумное вяжущее температурой 160...180°С для приготовления битумной мастики при непрерывной работе лопастной мешалки постепенно вводят наполнитель, который засыпают отдельными порциями через сито с ячейками размером 4Х4 мм. Сито устанавливают над загрузочным люком котла. Количество загружаемого наполнителя в каждой порции составляет примерно 1/3...1/4 потребного расчетного количества. Если во время загрузки наполнителя пена начинает интенсивно подниматься, то вводить его прекращают до понижения уровня пены в котле, после чего засыпку наполнителя можно возобновить.
Для получения битумно-резиновой мастики после приготовления битумного вяжущего с требуемой температурой размягчения и доведения температуры до 200...210°С в смеситель или котел вводят предварительно подогретую до 65—70°С резиновую крошку через сито с ячейками размером 2...3 мм.
Состав приготовляют при температуре 200...210°С в течение 40—45 мин при обязательной постоянной работе лопастной мешалки и насоса. После этого в состав через сито с ячейками размером 2...3 мм вводят подсушенный асбестовый наполнитель. Перемешивание продолжается еще в течение 10...20 мин при температуре 180...200°С до получения однородной смеси и полного оседания пены.
Если необходимо хранить мастику в застывшем виде, то в процессе остывания ее необходимо перемешивать до температуры 90...100°С, после чего перемешивание прекращают. При последующем разогревании остывшей мастики ее перемешивание следует начинать с температуры 100...120°С, а при достижении 180...200°С мастика готова к употреблению.
Пригодность к употреблению горячих битумных и битумнорезиновых мастик контролирует заводская или построечная лаборатория путем испытания в соответствии с ГОСТ 2889—80.
Холодные битумные, битумно-резиновые, битумно-кукерсолmные, битумно-латексно-кукерсолъные и другие мастики приготовляют, как правило, централизованно. При строительстве крупных зданий мастики приготовляют на приобъектных узлах, оснащенных необходимым оборудованием.
Наиболее распространены битумно-кукерсольные приклеивающие мастики (БК и БЛК). Технология приготовления мастик следующая. Приготовляют сплав нефтяных битумов БН-90/130 и БНК-90/30. Для этого в котел загружают легкоплавкий битум. После его обезвоживания туда же загружают предварительно измельченный тугоплавкий битум. Смесь разогревают, перемешивают и обезвоживают при температуре 105...110°С. Одновременно с приготовлением битумного сплава в другой котел-смеситель загружают лак кукерсоль и при непрерывном перемешивании мелкими дозами вводят волокнистый наполнитель — асбест. Перемешивают лак с наполнителем 8...10 мин. Не прекращая перемешивания, в смеситель тонкой струей вводят обезвоженный и разогретый до температуры 170...180°С битумный сплав, после чего все компоненты перемешивают 4...5 мин до получения однородной массы, без комков наполнителя и включений нерастворившегося вяжущего.
Готовую мастику с помощью насосов типа Д-171, СО-119А или СО-120А перекачивают в накопительную емкость, снабженную устройствами для подогрева и перемешивания мастики.
Срок хранения мастик не более 6 мес. Во избежание расслоения мастики в период хранения накопительные емкости необходимо оборудовать насосом, например СО-119А, с обратным трубопроводом для периодического перемешивания мастики в течение 10...15 мин.
Контроль качества исходных материалов для приготовления мастик, а также готовых мастик осуществляется в заводских или в строительных лабораториях на месте производства работ. Состав мастик задает строительная лаборатория.
Источник: «Кровельные работы», В. Б. Белевич, 1987