
Перед закаткой проволоки вручную лист обрезают под линейку и размечают. Разметку выполняют следующим образом (рис. 142, а): вдоль кромки листа проводят две риски — первую на расстоянии а, равном 2⅓ диаметра закатываемой проволоки, вторую на расстоянии, равном 1/3 а. После этого на краю верстака отгибают кромку по второй риске под прямым углом (рис. 142, б). Вслед за этим лист переворачивают и отогнутую кромку наклоняют внутрь листа (рис. 142, в). Затем лист кладут в первоначальное положение и по первой риске делают второй отгиб также внутрь (рис. 142, г).
Следующей операцией отвернутую кромку доводят до 90° (рис. 142, 51 Далее в отгиб закладывают прямой отрезок проволоки и деревянным молотком сваливают кромку (рис. 142, е,ж). Наконец, лист устанавливают на верстаке вертикально и окончательно обжимают проволоку из разных положений (рис. 142, з).
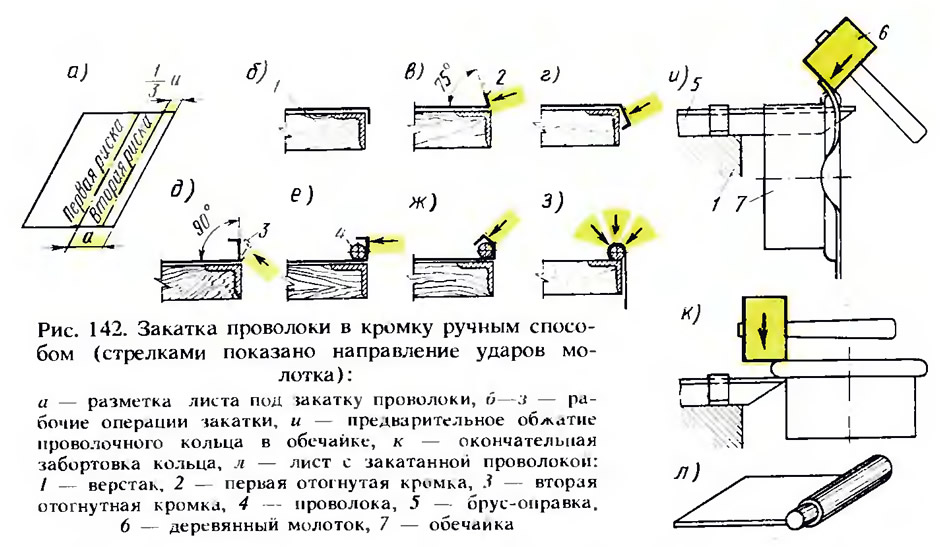
В кромки круглых изделий закатывать проволоку сложнее. В этом случае вначале отбортовывают кромку соответствующей ширины на 90°, затем в отбортовку вкладыгают проволочное кольцо по размеру изделия. В заключение на брусе-оправке или наковальне делают прихватку в трех-четырех местах, а затем отгиб сваливают и укладывают на кольцо (рис. 142, и, к). На рис. 142, л показан лист с закатанной в кромку проволокой.
Закатка проволоки может быть выполнена так же и на зиг-машине. Для этого вначале на ней устанавливают ролики (см. рис. 132, б) и в подготовленной обечайке под углом 90° выкатывают круговой бортик. Вплотную к нему закладывают заранее подготовленное проволочное кольцо соответствующего диаметра. Далее на машине устанавливают закаточные ролики, которыми при их вращении ранее отогнутый на обечайке бортик сваливают в кольцо. В результате круговой прокатки кольцо оказывается плотно обжатым краевой кромкой обечайки.
Зиги (выпуклые валики) придают цилиндрическим и коническим обечейкам жесткость; их выполняют прокаткой на зиг-машинах. Выпуклость зига регулируют, сближая или разводя прокатные ролики. Величину выпуклости не делают более 0,3...0,4 внутреннего диаметра зига.
С помощью описанных приемов можно изготовить хозяйственный инвентарь, например ведра.
Цилиндрическое ведро состоит из обечайки, днища, двух ушек, дужки, ободка и заклепок. Заготовку обечайки размечают на куске листовой стали толщиной 0,63 мм. Основные размеры для построения: высота ведра и длина развертки, которая равна диаметру ведра, умноженному на 3,14. К развертке причерчивают припуск шириной 12 мм для закатки проволочного ободка диаметром 4 мм и для кромок, соединяющих обечайку в замок с днищем. Ушки крепят к обечайке заклепками 4X6 мм. В ушки вставляют проволочную дужку диаметром 5...6 мм. Все фальцевые соединения промазывают суриковой замазкой.
Коническое ведро состоит из тех же элементов, что и цилиндрическое, но изготовление его немного сложнее. На куске листовой стали толщиной 0,63...0,7 мм вычерчивают боковой вид ведра ABCD. Отрезок ВС делят на семь равных частей. После этого прямые ВА и CD продолжают до их пересечения. Из точки пересечения, как из центра, проводят дуги через точки ВС и AD. Затем на большой дуге из точки В откладывают 11 раз отрезок ВС/7 и точку С' соединяют с точкой пересечения прямых В А и CD.
Фигура ABC'D' представляет собой половину развертки ведра. К полученной заготовке причерчивают припуски на фальцевые соединения, обрезают ее. Затем, используя полученную заготовку как шаблон, вырезают и вторую половину, после чего обе заготовки соединяют одинарным лежачим фальцем на брусе-оправке верстака.
Вставке днища в обечайку предшествуют три операции. В обечайке (на брусе-оправке) отбортовывают длинную круговую кромку под закатку проволоки и короткую кромку, предназначенную для фальцевого соединения с днищем. Третьей операцией является отбортовка в днище кругового отгиба кромки под углом 90°.
В приготовленный круговой отгиб обечайки закатывают предварительно изогнутый в круг проволочный ободок и забортовывают его молотком на брусе-оправке. Далее на уложенное на верстаке днище устанавливают обечайку и сваливают его круговой отгиб на кромку обечайки. Закончив эту операцию, ведро укладывают на конец бруса-оправки и сваливают полученный ранее фальц на наружную поверхность обечайки.
Описанный способ заделки днища прост по исполнению, однако при этом днище быстро изнашивается, так как ведро опирается всей площадью на него. Соединение с упором более сложно по исполнению, но зато более жесткое, и днище предохраняется от износа. Выдавливание днища с упором может быть выполнено на давильном станке или другом приспособлении.
Ушки вырезают из листовой стали толщиной 1,2 мм и приклепывают к ведру. В ушки вставляют проволочную дужку. Все фальцы припаивают припоем ПОС-4-6.
Источник: «Кровельные работы», В. Б. Белевич, 1987